
-
Industrier
-

Generell produksjon
-

Avfallshåndtering
-

Precast
-

Makt
-

Stein
-

Papirlaging
-

Metallproduksjon
-

Brokonstruksjon
-

Havnekraner: For håndtering av containere og bulkmaterialer
-

Traverskraner for petroleums- og gassindustrien: Forbedre driftseffektiviteten
-

Marinekraner for effektiv lasting på skip
-

Traverskraner for bilindustrien: Effektive automatiseringsløsninger
-

Traverskranløsninger for jernbaner: Sporlegging, vedlikehold av rullende materiell og containerhåndtering
-

Traverskraner for mat og drikke: Pålitelige løsninger for effektiv håndtering
-

Traverskraner for effektiv produksjon av sement, glass, murstein og prefabrikert betong
-

Traverskraner for luftfartsindustrien: Flyvedlikehold og montering
-

Traverskraner for luftfart: Presisjonsløfting for rakettoppskyting og transport
-
-
Produkter
-
Overhead kraner
-

Enkel bjelke overhead kraner
-

Overheadkraner med doble bjelker
-

Europeiske type enkeltbjelkekraner
-

Europeiske dobbeltbjelkekraner
-

Eksplosjonssikre traverskraner
-

Grab og magnetiske overheadkraner
-

Monorail kraner
-

Støperioverheadkraner
-

Arbeidsstasjonskraner
-

Isolasjon traverskraner
-

Overheadkraner med lav takhøyde
-

Ta tak i overheadkraner
-

Løse traverskraner
-

Underhengte overheadkraner
-

Elektromagnetiske overheadkraner
-

Manuelle traverskraner
-

Takmontert brokran
-

Frittstående arbeidsstasjonsbrokraner
-
-
Gantry kraner
-

Semi portalkraner
-

Enkel bjelke portalkraner
-

Gantry kraner med dobbel bjelke
-

Container portalkraner
-

Truss portalkraner
-

Justerbare portalkraner
-

Bærbare portalkraner
-

Europeiske portalkraner
-

Portalkraner i aluminium
-

Gummidekkede container portalkraner
-

Skinnemonterte containerportalkraner
-

Verfts portalkran
-

Europeiske portalkraner med én bjelke
-

Europeiske dobbeltbjelkeportalkraner
-
- Jibbkraner
- Spesielle kraner
- Elektriske taljer
- Overføringsvogner
-
Overhead kraner
-
Kran deler
-
Ta tak i bøtter
-

Elektrisk gripebøtte i rustfritt stål
-

Mekaniske gripere med fire tau med appelsinskall
-

Mekanisk gripebøtte med fire tau
-

Elektrohydrauliske rektangulære gripere
-

Elektrohydrauliske Clamshell Grabs
-

Elektrohydrauliske appelsinskallgripere, hydrauliske kaktusgripere
-

Elektrisk motor grip
-

Elektrisk monorail gripebøtte med monorail talje
-

Fjernkontroll Clamshell Grabs
-

Mekanisk to-tau Clamshell Grabs
-

Tømmergriper
-

Grabbøtte med enkelt tau
-

Rengjøringsmaskiner for søppelstativ
-

Mudringsgrep
-

Trimmegrep
-
- Kranspreder
-
Kran reservedeler
-

Ståltauskiver
-

Trommel med krantau
-

Kranvogn
-

Elektrisk vinsj
-

Kranførerhytte
-

Overhead Crane Bremser
-

Overhead krankabler
-

Ledere for krantau
-

Luftkranledere og strømforsyningsledninger
-

Traverskranskinner
-

Skinneklemmer for traverskraner
-

Traverskranmotorer
-

Reduksjonsgir for traverskraner
-

Koplinger for traverskran
-
- Kranhjul
-
Ta tak i bøtter
- Selskap
- Kontakt












































-
Industrier
-
Generell produksjon
-
Avfallshåndtering
-
Precast
-
Makt
-
Stein
-
Papirlaging
-
Metallproduksjon
-
Brokonstruksjon
-
Havnekraner: For håndtering av containere og bulkmaterialer
-
Traverskraner for petroleums- og gassindustrien: Forbedre driftseffektiviteten
-
Marinekraner for effektiv lasting på skip
-
Traverskraner for bilindustrien: Effektive automatiseringsløsninger
-
Traverskranløsninger for jernbaner: Sporlegging, vedlikehold av rullende materiell og containerhåndtering
-
Traverskraner for mat og drikke: Pålitelige løsninger for effektiv håndtering
-
Traverskraner for effektiv produksjon av sement, glass, murstein og prefabrikert betong
-
Traverskraner for luftfartsindustrien: Flyvedlikehold og montering
-
Traverskraner for luftfart: Presisjonsløfting for rakettoppskyting og transport
-
-
Produkter
-
Overhead kraner
-
Enkel bjelke overhead kraner
-
Overheadkraner med doble bjelker
-
Europeiske type enkeltbjelkekraner
-
Europeiske dobbeltbjelkekraner
-
Eksplosjonssikre traverskraner
-
Grab og magnetiske overheadkraner
-
Monorail kraner
-
Støperioverheadkraner
-
Arbeidsstasjonskraner
-
Isolasjon traverskraner
-
Overheadkraner med lav takhøyde
-
Ta tak i overheadkraner
-
Løse traverskraner
-
Underhengte overheadkraner
-
Elektromagnetiske overheadkraner
-
Manuelle traverskraner
-
Takmontert brokran
-
Frittstående arbeidsstasjonsbrokraner
-
-
Gantry kraner
-
Semi portalkraner
-
Enkel bjelke portalkraner
-
Gantry kraner med dobbel bjelke
-
Container portalkraner
-
Truss portalkraner
-
Justerbare portalkraner
-
Bærbare portalkraner
-
Europeiske portalkraner
-
Portalkraner i aluminium
-
Gummidekkede container portalkraner
-
Skinnemonterte containerportalkraner
-
Verfts portalkran
-
Europeiske portalkraner med én bjelke
-
Europeiske dobbeltbjelkeportalkraner
-
- Jibbkraner
- Spesielle kraner
- Elektriske taljer
- Overføringsvogner
-
Overhead kraner
-
Kran deler
-
Ta tak i bøtter
-
Elektrisk gripebøtte i rustfritt stål
-
Mekaniske gripere med fire tau med appelsinskall
-
Mekanisk gripebøtte med fire tau
-
Elektrohydrauliske rektangulære gripere
-
Elektrohydrauliske Clamshell Grabs
-
Elektrohydrauliske appelsinskallgripere, hydrauliske kaktusgripere
-
Elektrisk motor grip
-
Elektrisk monorail gripebøtte med monorail talje
-
Fjernkontroll Clamshell Grabs
-
Mekanisk to-tau Clamshell Grabs
-
Tømmergriper
-
Grabbøtte med enkelt tau
-
Rengjøringsmaskiner for søppelstativ
-
Mudringsgrep
-
Trimmegrep
-
- Kranspreder
-
Kran reservedeler
-
Ståltauskiver
-
Trommel med krantau
-
Kranvogn
-
Elektrisk vinsj
-
Kranførerhytte
-
Overhead Crane Bremser
-
Overhead krankabler
-
Ledere for krantau
-
Luftkranledere og strømforsyningsledninger
-
Traverskranskinner
-
Skinneklemmer for traverskraner
-
Traverskranmotorer
-
Reduksjonsgir for traverskraner
-
Koplinger for traverskran
-
- Kranhjul
-
Ta tak i bøtter
- Selskap
- Kontakt




Oppsett av traverskraner i design av tunge maskiner: Parametre og layout
Innholdsfortegnelse
I store maskinfabrikker er kraner viktig materialhåndteringsutstyr. Vanlige typer inkluderer traverskraner, portalkraner, halvportalkraner, hengekraner, og veggmonterte kranerI sluttmonteringsverksteder, der arbeidsstykkene er store og tunge, kan kraner ha løftekapasitet på over 100 tonn og rullebanehøyder på over ti meter. Når nominell last, rullebanehøyde og spenn er definert, påvirker de direkte produksjonskapasiteten og byggekostnadene. Derfor er riktig kranoppsett avgjørende for å møte produksjonsbehov, støtte fremtidige produktstrategier, kontrollere anleggskostnader og sikre sikkerhet. Denne artikkelen diskuterer hvordan man setter opp kraner på en rimelig måte i design av store maskinanlegg.

Bestemmelse av grunnleggende parametere for en kran
De grunnleggende parametrene til en kran inkluderer nominell løftekapasitet, rullebanehøyde (løftehøyde), spennvidde og driftsklasse.
Nominell løftekapasitet
Dette refererer til den maksimale totalvekten en kran har lov til å løfte, inkludert eventuelle avtakbare løfteanordninger (eller tilbehør). Når man designer en fabrikk, er det viktig å forstå det tyngste produktet eller komponenten som skal løftes, og vurdere mulige fremtidige økninger i produktstørrelse på grunn av bransjetrender. Siden kranens kapasitet begrenser anleggets maksimale produktstørrelse, bør det tillates en margin for potensiell vekst. Det er også viktig å ikke overse vekten av selve løfteanordningen. Av sikkerhetshensyn må den totale løftevekten ikke overstige kranens nominelle kapasitet.
Kranspenn
Spennvidden er den horisontale avstanden mellom sentrum av rullebaneskinnene som kranen beveger seg langs. Den bestemmes av verkstedets bredde, som igjen avhenger av størrelsen på produktene, plassen som trengs for drift og manøvrering. I store maskinverksteder er spennvidder på 30 m eller 36 m vanlige. Kranens spennvidde er vanligvis verkstedets bredde minus 1,5 m. For kranoppsett med to lag må kranspennet i øvre nivå være på linje med bygningens strukturelle utforming.
Rullebanehøyde (sporhøyde)
Løpebanehøyde er relatert til maksimal krokhøyde som kreves, som avhenger av hvor høyt lasten må løftes. Dette beregnes basert på driftsbehov. Ved prosjektering må størrelsen på det største produktet tas i betraktning, og kranløpebanehøyden bestemmes gjennom høydetegninger. For store gjenstander må også høyden på selve løfteanordningen inkluderes i beregningen.
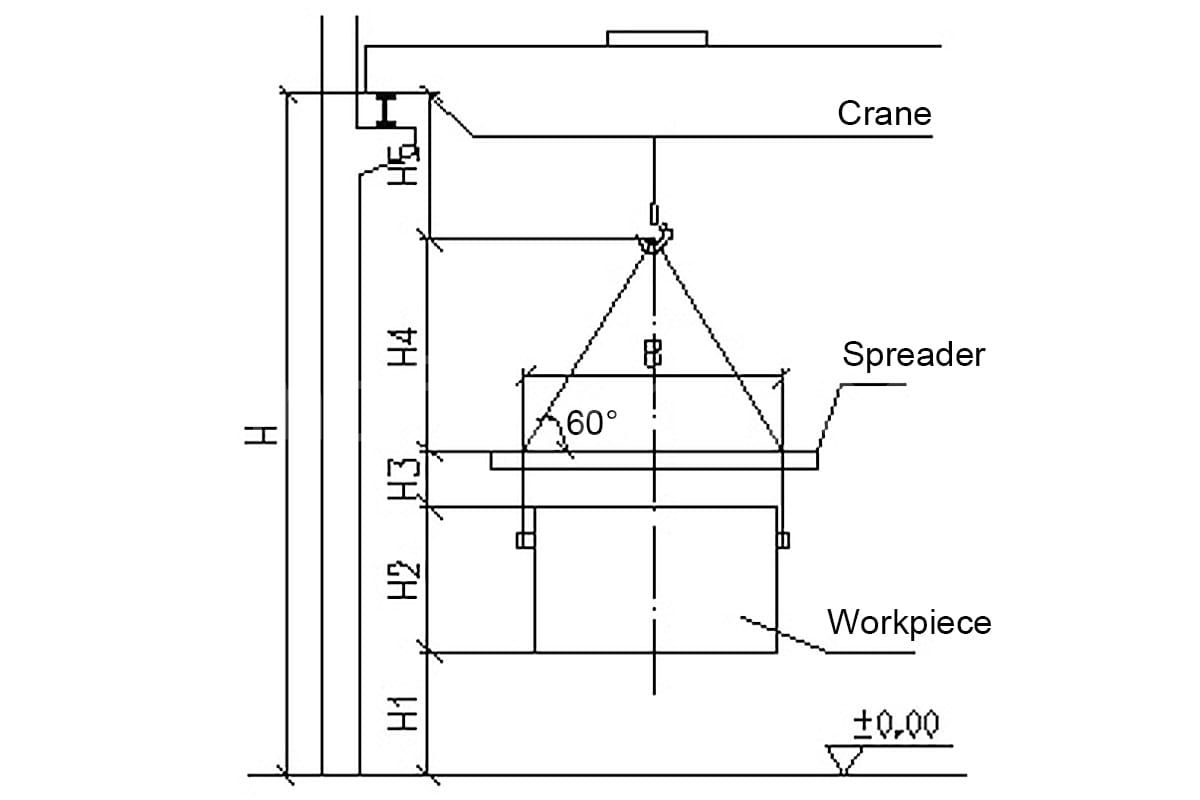
- H1 representerer arbeidsstykkets netto løftehøyde.
- H2 er arbeidsstykkets høyde.
- B betegner bredden på arbeidsstykket.
- H3 er høyden på løftebjelken eller sprederen.
- H4 er den minste vertikale avstanden mellom løftekroken og løftebjelken, bestemt av ståltauets skråvinkel.
- H5 er den maksimale høyden krankroken kan nå.
- H er den maksimale høyden på kranbanen.
Netto løftehøyde (H1) skal ta hensyn til høyden som kreves for å flytte arbeidsstykket opp på testplattformen eller for lasting på et kjøretøy. Arbeidsstykket har en høyde på H2 og en bredde på B. For å sikre sikkerheten skal vinkelen mellom ståltauene og horisontalen generelt ikke være mindre enn 60°, noe som bestemmer minimum ståltauhøyde mellom kroken og løfteanordningen (H4). Kranskinnens høydegrense (H) kan beregnes som: H = H1 + H2 + H3 + H4 + H5. Den dimensjonerende kranskinnens høyde på verkstedet skal overstige denne grensen.
Hvis det brukes et dobbeltlagskransystem, er den øvre kranens skinnehøyde også begrenset av den nedre kranens skinnehøyde og bjelkemål, og det må opprettholdes en sikker klaring mellom bjelkene på de to kranene. I store maskineringsverksteder, der utstyret er høyt, må også klaringen mellom bunnen av kranbjelken og toppen av utstyret tas i betraktning når kranens skinnehøyde bestemmes.
Bestemmelse av arbeidsoppgaver for kraner
Kranenes arbeidsoppgaver er et nøkkelbegrep som gjenspeiler deres driftsegenskaper og fungerer som et viktig grunnlag for å sikre kransikkerhet. Klassifiseringen av en krans arbeidsoppgaver er basert på to faktorer over hele dens designlevetid: bruksfrekvens og lastspekteret. I henhold til disse kriteriene klassifiseres kraner i åtte arbeidsklasser, fra A1 til A8. Generelt faller traverskraner som brukes i maskineringsverksteder og monteringsverksteder i mekaniske fabrikker inn under arbeidsoppgaveklasse A5.
Rimelig krankonfigurasjon og -layout
I store maskinerings- og monteringsverksteder er fasilitetene vanligvis romslige, og løfting av arbeidsstykker er hyppig. Spesielt i monteringsverksteder kan kraner være opptatt i lengre perioder på grunn av kontinuerlige løfteoperasjoner. Derfor involverer designet ofte flere kraner. En gjennomtenkt krankonfigurasjon spiller en avgjørende rolle i å forbedre produksjonseffektiviteten, redusere driftskostnader og sikre driftssikkerhet.
Under sluttmontering i storskala maskinproduksjon er de fleste komponentene små til mellomstore deler, som utgjør omtrent 70%–80% av alle komponenter. Disse delene veier vanligvis fra flere hundre kilo til flere tonn eller til og med dusinvis av tonn. Siden løfteoperasjoner er hyppige og tidkrevende, bruker slike verksteder vanligvis dobbeltlagskransystemer. Små og mellomstore deler håndteres primært av kraner på lavere nivå, mens store deler eller hele maskiner heises av kraner på øvre nivå.
Lavere kraner har vanligvis en løftekapasitet på ikke mer enn 50 tonn, og de fleste er 32 tonn eller mindre. Antall kraner er vanligvis satt til én kran per 50–60 meter verkstedlengde. Men hvis kranene er ofte opptatt eller løftefrekvensen er høy, kan flere små kraner (10 tonn eller mindre) installeres i bestemte områder. Ulike typer små kraner er tilgjengelige, for eksempel enkeltbjelkekraner, semi-portalkraner, vegggående svingkraner, og frittstående svingkranerBlant dem er vegggående svingkraner spesielt populære i store maskinverksteder på grunn av deres fleksibilitet, mangel på hindringer i gulvet og ingen forstyrrelse av kraner i øvre etasjer.
For mange kraner på samme spor kan imidlertid forstyrre hverandre og redusere driftseffektiviteten, noe som gjør det avgjørende å kunne fastsette antallet kraner på en rimelig måte.
For kraner i øvre etasjer installeres vanligvis én storkapasitetskran, som kan løfte over 100 tonn eller til og med flere hundre tonn, sammen med én mindre kran med en kapasitet 1 til 2 etasjer under. Siden disse storkapasitetskranene er dyre og har høye driftskostnader, bør antallet kontrolleres strengt.
I faktisk produksjon bør kraner på lavere nivå prioriteres når det er mulig, og mindre kraner bør brukes i stedet for kraner med stor kapasitet når det er mulig.
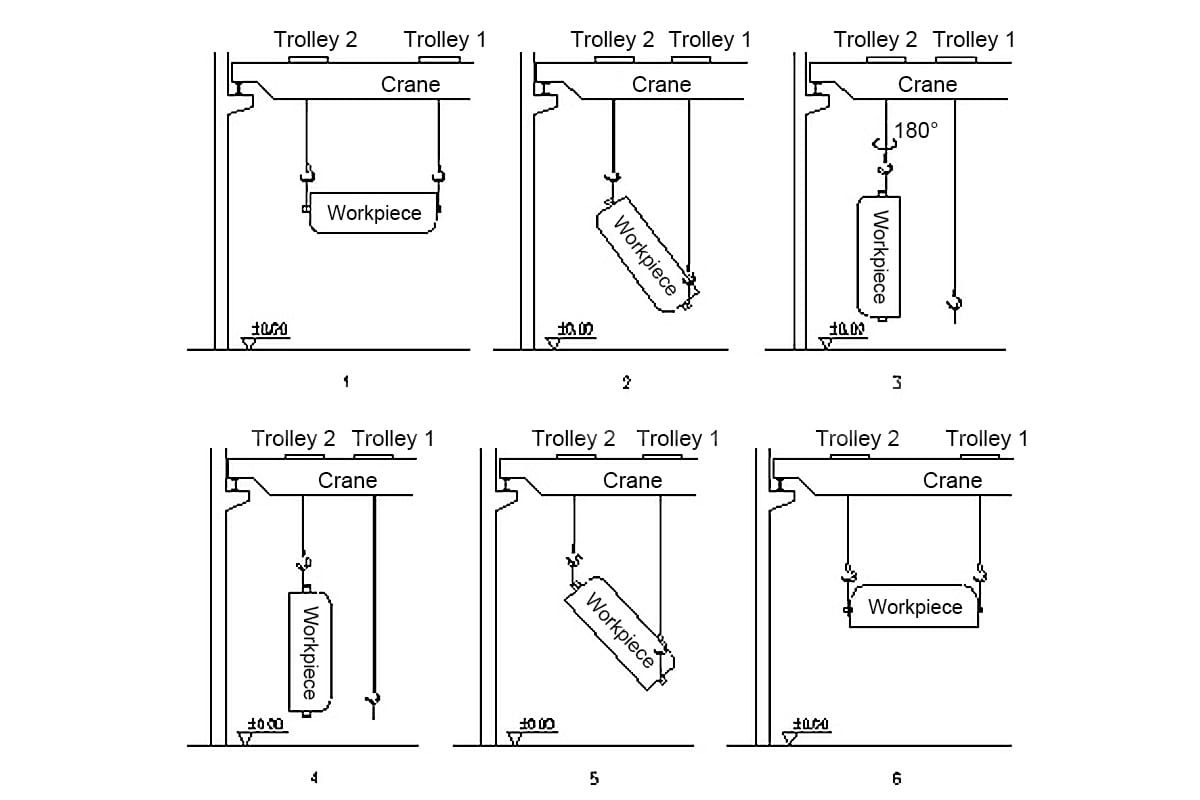
Kranoppsett for å snu store arbeidsstykker
I store maskinverksteder er det ofte nødvendig å snu tunge og store arbeidsstykker. For å unngå plutselige støt under prosessen, som kan påvirke kranen og bygningen, kan en kran med to løpekatter brukes. Dette betyr at én kran er utstyrt med to løpekatter som har samme løftekapasitet, mens kranens totale løftekapasitet forblir uendret.
Under drift løfter de to vognene arbeidsstykket sammen til en viss høyde. Deretter senkes vogn 1 sakte til arbeidsstykket står vertikalt. Vogn 2 snur deretter arbeidsstykket 180 grader opp i luften. Deretter løfter vogn 1 arbeidsstykket tilbake til horisontal posisjon. Til slutt senker begge vognene arbeidsstykket sakte for å fullføre vendingen.
Konklusjon
I store maskinfabrikker er sluttmonteringsverksteder kostbare på grunn av kraner med høy tonnasje og høye bygninger. Kranens tonnasje og skinnehøyde bestemmer i stor grad både verkstedkostnaden og den maksimale produktstørrelsen fabrikken kan håndtere.
Et godt designet kranoppsett sikrer problemfri produksjon og sikker drift. Derfor må verksteddesign være i samsvar med produktutviklingsplaner, definere den største arbeidsstykkestørrelsen og bruke nøye beregninger for å velge en passende krankonfigurasjon.

Jeg er Cindy, med 10 års arbeidserfaring i kranindustrien og samlet et vell av faglig kunnskap. Jeg har valgt de tilfredsstillende kranene for 500+ kunder. Hvis du har behov eller spørsmål om kraner, ta gjerne kontakt med meg, jeg vil bruke min ekspertise og praktiske erfaring til å hjelpe deg med å løse problemet!
Send din forespørsel
- E-post: sales@hndfcrane.com
- Hva skjer: +86 191 3738 6654
- Telegram: +86 191 3738 6654
- Tlf.: +86-373-581 8299
- Faks: +86-373-215 7000
- Legg til: Changnao industridistrikt, Xinxiang City, Henan-provinsen, Kina
 WeChat
WeChat
- Overhead kraner
- Europeiske dobbeltbjelkekraner: Høy effektivitet, sikkerhet og pålitelighet
- Overheadkraner med doble bjelker
- Frittstående arbeidsstasjonsbrokraner: Effektive løfteløsninger for moderne industrianlegg
- Takmontert brokran: Søylefri design for uhindret gulvplass
- Underhengte overheadkraner: Lett beltemontert løsning for verksteder og varehus
- Elektromagnetiske luftkraner: effektiv løsning for håndtering av plater, lister og skrapmetall
- Løseluftkraner: Pålitelige løsninger for håndtering av varmt metall for stålverk
- Grab Overhead Crane: Kraftig løfting med presisjonskontroll for bulkmaterialer
- Overheadkran med lav takhøyde: plassbesparende løfteeffektivitetsløsning
- Manuelle traverskraner: Effektive løsninger for miljøer uten strøm
- 5~50T QY isolasjon overheadkraner for sikker løfting i farlige miljøer
- Renromskraner
- Arbeidsstasjonskraner
- Støperioverheadkraner
- Monorail kraner
- Grab og magnetiske overheadkraner
- Eksplosjonssikre traverskraner
- Europeiske type enkeltbjelkekraner
- Enkel bjelke overhead kraner
- Jibbkraner
- Veggmonterte svingkraner
- Vegg-svingkraner
- Frittstående svingkraner
- Aluminiumsvingkraner: Lett, jevn roterende arm for enkel løfting
- Balanserende svingkraner: Effektiv lett løfting for mekanisk montering over korte avstander
- Manuelle frittstående svingkraner: Effektive manuelle løfteløsninger for operasjoner med begrenset plass
- Elektriske frittstående svingkraner: Helelektrisk løsning for rask løfting med høy kapasitet
- Artikulerende svingkraner: Presisjonsløfting med dobbelarmfleksibilitet
- Smarte svingkraner: Intelligente flytende løsninger med løfting uten tyngdekraft
- FEM Standard svingkraner: Høyytelsessystemer med europeiske taljer
- Bærbare svingkraner: Mobil baseløsning for flere arbeidsområder
- Frittstående svingkraner med I-bjelke og strekkstang: Trekantet, avstivet stabil design
- Frittstående svingkraner med C-bjelke og strekkstang: Ultrajevn manuell flyt for arbeidsstasjoner
- Lukkede svingkraner: Løftesystemer for fagverksbomarbeidsstasjoner
- Gantry kraner
- Gantry kraner med dobbel bjelke
- Semi portalkraner
- Enkel bjelke portalkraner
- Truss portalkraner
- Container portalkraner
- Justerbare portalkraner
- Bærbare portalkraner
- Europeiske portalkraner
- Små portalkraner i aluminium: lette, bærbare og tilpassbare for høyeffektive løft
- 35T mobile gummidekkede containerportalkraner for effektiv håndtering
- RMG skinnemonterte containerportalkraner for effektiv håndtering
- Shipyard Gantry Crane: Aerial Flip Design hjelper deg enkelt med å oppnå skrogmontering
- Europeiske portalkraner med dobbelt bjelke: Europeisk vinsjdesign for effektiv løfting
- Europeiske portalkraner med én bjelke: Innovativ europeisk teknologi for utendørs lasting og lossing
- Industrier
- Makt
- Stein
- Brokonstruksjon
- Havnekraner: For håndtering av containere og bulkmaterialer
- Traverskraner for luftfart: Presisjonsløfting for rakettoppskyting og transport
- Traverskraner for luftfartsindustrien: Flyvedlikehold og montering
- Traverskraner for effektiv produksjon av sement, glass, murstein og prefabrikert betong
- Traverskranløsninger for jernbaner: Sporlegging, vedlikehold av rullende materiell og containerhåndtering
- Traverskraner for mat og drikke: Pålitelige løsninger for effektiv håndtering
- Traverskraner for bilindustrien: Effektive automatiseringsløsninger
- Marinekraner for effektiv lasting på skip
- Traverskraner for petroleums- og gassindustrien: Forbedre driftseffektiviteten
- Generell produksjon
- Metallproduksjon
- Papirlaging
- Precast
- Avfallshåndtering
- Elektriske taljer
- Elektriske vaierløftere
- Elektriske kjettingtaljer
- Europeisk type elektriske taljer
- Europeiske elektriske kjettingtaljer: jevn drift, lite støy og energieffektivitet
- Manuelle løfteheiser: Ideelle for trekk- og løfteoppgaver
- Håndkjettingtaljer: Manuell løfting for områder uten strøm
- Elektriske taljer med lav takhøyde: Kompakt design for maksimal plasseffektivitet
- Pneumatiske kjettingtaljer: Smidig håndtering for industriell bruk
- Eksplosjonssikre manuelle kjettingtaljer: Gnistsikker kobberlegeringskonstruksjon for eksplosjonsfarlige områder
- Kran deler
- Dieselvinsj for ikke-elektriske miljøer: Løfting og trekking med høy effekt
- Krankroker
- Åpen vinsjtralle: Tilpassbar heisetralle for travers- og portalkraner
- Elektrisk ståltauvinsj: Kompakt heisesystem for plassbegrensede vogner
- Friksjonsvinsj: Profesjonell løsning for skipstrekk og heising av gruver
- Elektrisk vinsj med lav hastighet: Pålitelig tung løfting for industrielle applikasjoner
- Industriell elektrisk vinsj med høy hastighet: Rask, pålitelig og tilpassbar
- Kran C-kroker for løfting av stålspoler
- Forklaring av reduksjonskoblinger for traverskraner: Typer for ethvert løftebehov
- Traverskranmotorer for løfteeffektivitet og presisjon
- Koplinger for traverskran
- Valg av skinneklips for traverskraner basert på last- og sporforhold
- Løsninger for skinner til traverskraner for industriell stabilitet og presisjon
- Overhead Crane Rope Guides: Forbedrer ståltau etterbehandling effektivt
- Luftkranledere og strømforsyningslinjer: Pålitelige strømforsyningsløsninger
- Luftkrankabler: Pålitelige mobile kraftløsninger
- Overhead Crane Bremser: Kritisk for sikker drift
- Tilpassbare kranførerhytter: Forbedret komfort og beskyttelse
- Kranløftetang
- Crane Grab Bøtter
- Trommel med krantau
- Elektrisk vinsj
- Kranvogn
- Ståltauskiver
- Om
- Saker
- Nyheter
- Vanlige spørsmål
- nedlasting
- Blogger
- Verktøy for beregning av kranhjullast på nett
- VR Panorama
- Kontakt oss
- E-post: sales@hndfcrane.com
- Hva skjer: +86 191 3738 6654
- Telegram: +86 191 3738 6654
- Tlf.: +86-373-581 8299
-
