
-
industrier
-

Allmän tillverkning
-

Avfallshantering
-

Förtillverkad
-

Kraft
-

Sten
-

Papperstillverkning
-

Metallproduktion
-

Brokonstruktion
-

Hamnkranar: För container- och bulkhantering
-

Traverskranar för olje- och gasindustrin: Förbättra driftseffektiviteten
-

Marina kranar för effektiv lastning på fartyg
-

Traverskranar för fordonsindustrin: Effektiva automationslösningar
-

Traverskranlösningar för järnvägar: Spårläggning, underhåll av rullande materiel och containerhantering
-

Traverskranar för livsmedel och drycker: Tillförlitliga lösningar för effektiv hantering
-

Traverskranar för effektiv tillverkning av cement, glas, tegel och prefabricerad betong
-

Traverskranar för flygindustrin: Flygplansunderhåll och montering
-

Traverskranar för flyg- och rymdfart: Precisionslyft för raketuppskjutning och transport
-
-
Produkter
-
Luftkranar
-

Enbalks traverskranar
-

Dubbelbalk överheadkranar
-

Traverskranar av europeisk typ med en balk
-

Europeiska dubbelbalkskranar
-

Explosionssäkra luftkranar
-

Grab och Magnetiska Overhead Kranar
-

Monorail kranar
-

Gjuteri kranar
-

Arbetsstationskranar
-

Isolering traverser
-

Låg takhöjd traverskranar
-

Ta tag i luftkranar
-

Slev traverskranar
-

Underhängda traverskranar
-

Elektromagnetiska traverskranar
-

Manuella traverskranar
-

Takmonterad brokran
-

Fristående arbetsstationsbrokranar
-
-
Gantry kranar
-

Semi portalkranar
-

Enkelbalks portalkranar
-

Dubbelbalk portalkranar
-

Container portalkranar
-

Truss portalkranar
-

Justerbara portalkranar
-

Bärbara portalkranar
-

Europeiska portalkranar
-

Portalkranar i aluminium
-

Gummi däckade container portalkranar
-

Rälsmonterade containerportalkranar
-

Shipyard Gantry Crane
-

Europeiska portalkranar med en balk
-

Europeiska portalkranar med dubbla balkar
-
- Fockkranar
- Specialkranar
- Elektriska lyftar
- Transfervagnar
-
Luftkranar
-
Kran delar
-
Ta tag i hinkar
-

Elektrisk gripskopa i rostfritt stål
-

Mekaniska fyra rep av apelsinskal
-

Mekanisk gripskopa med fyra rep
-

Elektrohydrauliska rektangulära grepp
-

Elektrohydrauliska Clamshell-grepp
-

Elektrohydrauliska apelsinskalgrepp, hydrauliska kaktusgrepp
-

Elmotorgrepp
-

Elektrisk Monorail gripskopa med Monorail-lyft
-

Fjärrkontroll Clamshell Grip
-

Mekaniska grepp med två rep
-

Timmergriper
-

Enkeltrep
-

Rengöringsmaskiner för papperskorgen
-

Muddringsgrepp
-

Trimningsgrepp
-
- Kranspridare
- Kran reservdelar
- Kranhjul
-
Ta tag i hinkar
- Företag
- Kontakt


























































-
industrier
-
Allmän tillverkning
-
Avfallshantering
-
Förtillverkad
-
Kraft
-
Sten
-
Papperstillverkning
-
Metallproduktion
-
Brokonstruktion
-
Hamnkranar: För container- och bulkhantering
-
Traverskranar för olje- och gasindustrin: Förbättra driftseffektiviteten
-
Marina kranar för effektiv lastning på fartyg
-
Traverskranar för fordonsindustrin: Effektiva automationslösningar
-
Traverskranlösningar för järnvägar: Spårläggning, underhåll av rullande materiel och containerhantering
-
Traverskranar för livsmedel och drycker: Tillförlitliga lösningar för effektiv hantering
-
Traverskranar för effektiv tillverkning av cement, glas, tegel och prefabricerad betong
-
Traverskranar för flygindustrin: Flygplansunderhåll och montering
-
Traverskranar för flyg- och rymdfart: Precisionslyft för raketuppskjutning och transport
-
-
Produkter
-
Luftkranar
-
Enbalks traverskranar
-
Dubbelbalk överheadkranar
-
Traverskranar av europeisk typ med en balk
-
Europeiska dubbelbalkskranar
-
Explosionssäkra luftkranar
-
Grab och Magnetiska Overhead Kranar
-
Monorail kranar
-
Gjuteri kranar
-
Arbetsstationskranar
-
Isolering traverser
-
Låg takhöjd traverskranar
-
Ta tag i luftkranar
-
Slev traverskranar
-
Underhängda traverskranar
-
Elektromagnetiska traverskranar
-
Manuella traverskranar
-
Takmonterad brokran
-
Fristående arbetsstationsbrokranar
-
-
Gantry kranar
-
Semi portalkranar
-
Enkelbalks portalkranar
-
Dubbelbalk portalkranar
-
Container portalkranar
-
Truss portalkranar
-
Justerbara portalkranar
-
Bärbara portalkranar
-
Europeiska portalkranar
-
Portalkranar i aluminium
-
Gummi däckade container portalkranar
-
Rälsmonterade containerportalkranar
-
Shipyard Gantry Crane
-
Europeiska portalkranar med en balk
-
Europeiska portalkranar med dubbla balkar
-
- Fockkranar
- Specialkranar
- Elektriska lyftar
- Transfervagnar
-
Luftkranar
-
Kran delar
-
Ta tag i hinkar
-
Elektrisk gripskopa i rostfritt stål
-
Mekaniska fyra rep av apelsinskal
-
Mekanisk gripskopa med fyra rep
-
Elektrohydrauliska rektangulära grepp
-
Elektrohydrauliska Clamshell-grepp
-
Elektrohydrauliska apelsinskalgrepp, hydrauliska kaktusgrepp
-
Elmotorgrepp
-
Elektrisk Monorail gripskopa med Monorail-lyft
-
Fjärrkontroll Clamshell Grip
-
Mekaniska grepp med två rep
-
Timmergriper
-
Enkeltrep
-
Rengöringsmaskiner för papperskorgen
-
Muddringsgrepp
-
Trimningsgrepp
-
- Kranspridare
- Kran reservdelar
- Kranhjul
-
Ta tag i hinkar
- Företag
- Kontakt




Installation av traverskranar i anläggningskonstruktion för tunga maskiner: Parametrar och layout
Innehållsförteckning
I stora maskinfabriker är kranar viktig materialhanteringsutrustning. Vanliga typer inkluderar traverskranar, portalkranar, halvportalkranar, upphängningskranar, och väggmonterade kranarI slutmonteringsverkstäder, där arbetsstycken är stora och tunga, kan kranar ha lyftkapaciteter som överstiger 100 ton och banhöjder över tio meter. När nominell last, banhöjd och spännvidd har definierats påverkar de direkt produktionskapaciteten och byggkostnaden. Därför är korrekt kraninstallation avgörande för att möta produktionsbehov, stödja framtida produktstrategier, kontrollera anläggningskostnader och säkerställa säkerheten. Den här artikeln diskuterar hur man konfigurerar kranar på ett rimligt sätt vid konstruktion av stora maskiner.

Bestämning av grundläggande parametrar för en kran
De grundläggande parametrarna för en kran inkluderar nominell lyftkapacitet, löpbanan (lyfthöjd), spännvidd och arbetsklass.
Nominell lyftkapacitet
Detta avser den maximala totalvikten en kran får lyfta, inklusive eventuella avtagbara lyftanordningar (eller tillbehör). Vid utformning av en fabrik är det viktigt att förstå den tyngsta produkten eller komponenten som ska lyftas och överväga möjliga framtida ökningar av produktstorleken på grund av branschtrender. Eftersom kranens kapacitet begränsar anläggningens maximala produktstorlek bör en marginal medges för potentiell tillväxt. Det är också viktigt att inte förbise vikten på själva lyftanordningen. För säkerhets skull får den totala lyftvikten inte överstiga kranens nominella kapacitet.
Kranspann
Spännvidden är det horisontella avståndet mellan mittpunkterna på löpbanans räls längs vilka kranen färdas. Den bestäms av verkstadens bredd, som i sin tur beror på produkternas storlek, det utrymme som behövs för drift och manövrering. I stora maskinverkstäder är spännvidder på 30 m eller 36 m vanliga. Kranens spännvidd är vanligtvis verkstadens bredd minus 1,5 m. För kranuppställningar med dubbla lager måste kranens spännvidd på den övre nivån vara i linje med byggnadens strukturella design.
Banhöjd (spårhöjd)
Löpbanan hänför sig till den maximala krokhöjden som krävs, vilken beror på hur högt lasten måste lyftas. Detta beräknas utifrån operativa behov. Vid dimensionering måste storleken på den största produkten beaktas, och kranens löpbanas höjd bestämmas genom höjdritningar. För stora föremål måste även höjden på själva lyftanordningen inkluderas i beräkningen.
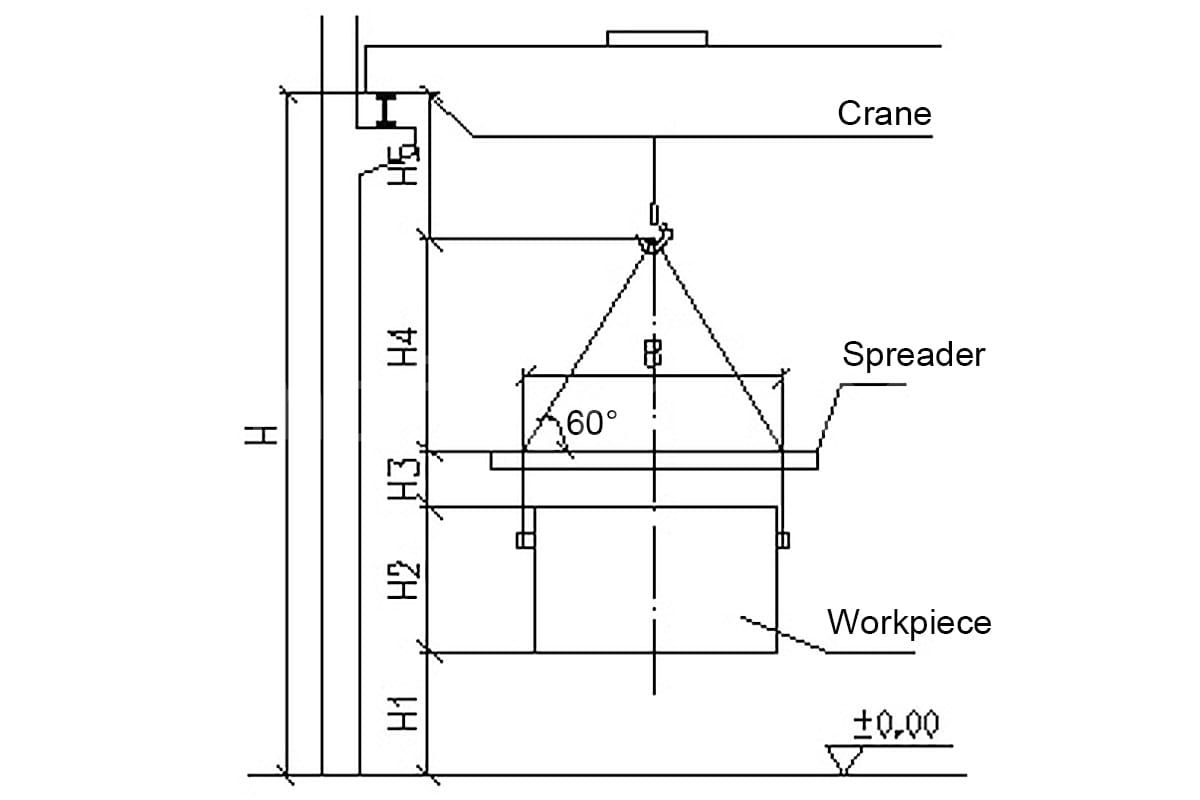
- H1 representerar arbetsstyckets nettolyfthöjd.
- H2 är arbetsstyckets höjd.
- B betecknar arbetsstyckets bredd.
- H3 är höjden på lyftbalken eller spridaren.
- H4 är det minsta vertikala avståndet mellan lyftkroken och lyftbalken, bestämt av stållinans lutningsvinkel.
- H5 är den maximala höjden som krankroken kan nå.
- H är kranbanans maximala höjd.
Nettolyfthöjden (H1) bör ta hänsyn till den höjd som krävs för att flytta arbetsstycket till testplattformen eller för lastning på ett fordon. Arbetsstycket har en höjd på H2 och en bredd på B. För att garantera säkerheten bör vinkeln mellan vajerna och horisontalplanet i allmänhet inte vara mindre än 60°, vilket bestämmer den minsta vajerhöjden mellan kroken och lyftanordningen (H4). Kranskenans höjdgräns (H) kan beräknas som: H = H1 + H2 + H3 + H4 + H5. Verkstadens konstruerade kranskenans höjd bör överstiga denna gräns.
Om ett dubbelskiktskransystem används begränsas även den övre kranens rälhöjd av den nedre kranens rälhöjd och balkdimensioner, och ett säkert avstånd måste upprätthållas mellan de två kranarnas balkar. I stora maskinbearbetningsverkstäder, där utrustningen är hög, måste även avståndet mellan kranbalkens undersida och utrustningens översida beaktas vid bestämning av kranens rälhöjd.
Bestämning av kranars arbetsuppgift
Kranars arbetsuppgifter är ett nyckelbegrepp som återspeglar deras driftsegenskaper och fungerar som en viktig grund för att säkerställa kransäkerhet. Klassificeringen av en krans arbetsuppgifter baseras på två faktorer under hela dess konstruktionstid: användningsfrekvens och lastspektrum. Enligt dessa kriterier klassificeras kranar i åtta arbetsklasser, från A1 till A8. Generellt sett faller traverskranar som används i bearbetningsverkstäder och monteringsverkstäder i mekaniska fabriker under arbetsuppgifterklass A5.
Rimlig krankonfiguration och layout
I stora bearbetnings- och monteringsverkstäder är lokalerna vanligtvis rymliga och lyft av arbetsstycken är frekvent. Speciellt i monteringsverkstäder kan kranar vara upptagna under längre perioder på grund av kontinuerliga lyftoperationer. Därför involverar konstruktionen ofta flera kranar. En väl genomtänkt krankonfiguration spelar en avgörande roll för att förbättra produktionseffektiviteten, minska driftskostnaderna och säkerställa driftssäkerheten.
Under slutmontering i storskalig maskintillverkning är de flesta komponenterna små till medelstora delar, som står för cirka 70%–80% av alla komponenter. Dessa delar väger vanligtvis från flera hundra kilogram till flera ton eller till och med dussintals ton. Eftersom lyftoperationer är frekventa och tidskrävande använder sådana verkstäder vanligtvis dubbelskiktskransystem. Små och medelstora delar hanteras främst av kranar på lägre nivå, medan stora delar eller hela maskiner lyfts av kranar på övre nivå.
Lägre kranar har i allmänhet en lyftkapacitet på högst 50 ton, de flesta är 32 ton eller mindre. Antalet kranar är vanligtvis satt till en kran per 50–60 meter verkstadslängd. Men om kranarna ofta är upptagna eller lyftfrekvensen är hög kan fler små kranar (10 ton eller mindre) installeras i specifika områden. Olika typer av små kranar finns tillgängliga, såsom enbalkskranar, halvportalkranar, vägggående svängkranar, och fristående svängkranarBland dem är vägggående svängkranar särskilt populära i stora maskinverkstäder på grund av deras flexibilitet, avsaknad av hinder i golvet och ingen störning av kranar på övre nivå.
För många kranar på samma spår kan dock störa varandra och minska driftseffektiviteten, vilket gör det avgörande att rimligen fastställa antalet kranar.
För kranar på övre nivå installeras vanligtvis en stor kran, som kan lyfta över 100 ton eller till och med flera hundra ton, tillsammans med en mindre kran med en kapacitet 1 till 2 nivåer nedanför. Eftersom dessa stor kranar är dyra och har höga driftskostnader bör deras antal kontrolleras strikt.
I faktisk produktion bör lägre kranar prioriteras när det är möjligt, och mindre kranar bör användas istället för kranar med stor kapacitet när det är möjligt.
Kranuppställning för vändning av stora arbetsstycken
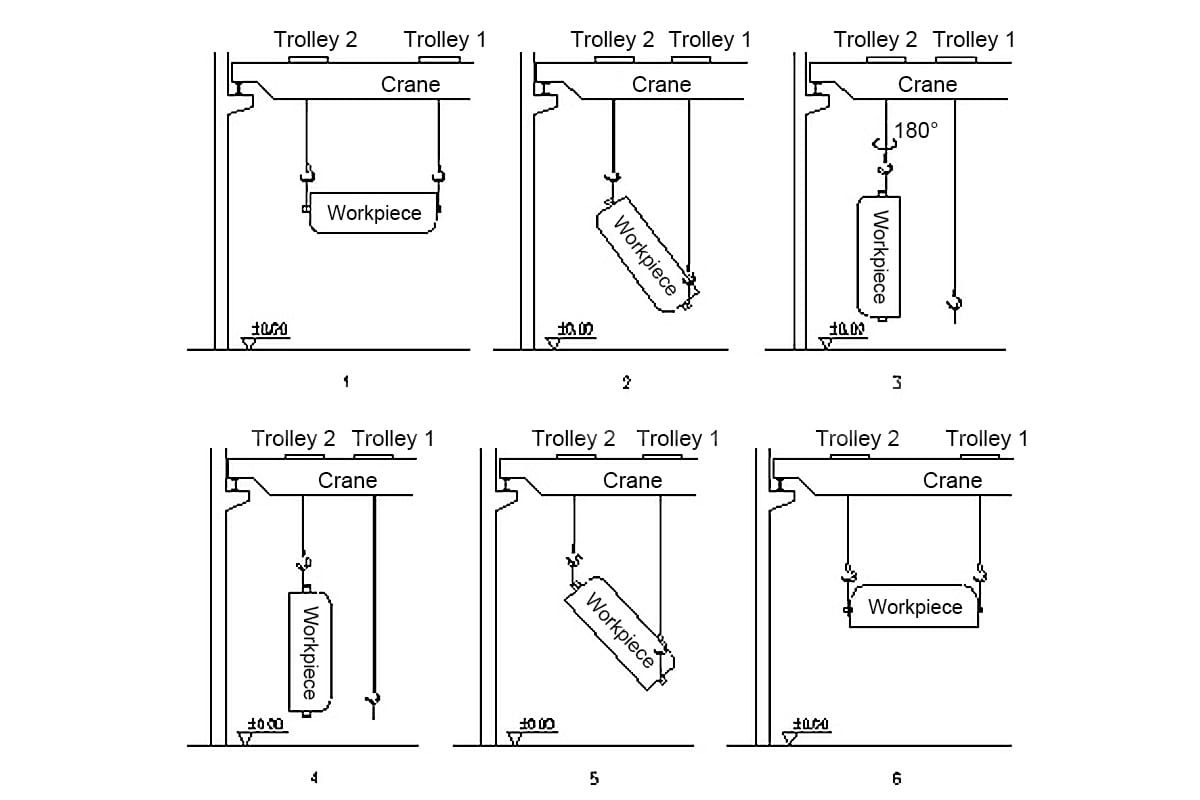
I stora maskinverkstäder krävs det ofta att tunga och stora arbetsstycken vänds. För att undvika plötsliga stötar under processen, vilka kan påverka kranen och byggnaden, kan en kran med två löpvagnar användas. Det innebär att en kran är utrustad med två löpvagnar som har samma lyftkapacitet, medan kranens totala lyftkapacitet förblir oförändrad.
Under drift lyfter de två vagnarna arbetsstycket tillsammans till en viss höjd. Därefter sänks vagn 1 långsamt tills arbetsstycket blir vertikalt. Vagn 2 vrider sedan arbetsstycket 180 grader i luften. Därefter lyfter vagn 1 arbetsstycket tillbaka till ett horisontellt läge. Slutligen sänker båda vagnarna arbetsstycket långsamt för att slutföra vändningen.
Slutsats
I stora maskinfabriker är slutmonteringsverkstäder kostsamma på grund av kranar med hög tonnage och höga byggnader. Kranens tonnage och rälshöjd avgör till stor del både verkstadskostnaden och den maximala produktstorleken som fabriken kan hantera.
En väl utformad kranuppsättning säkerställer smidig produktion och säker drift. Därför måste verkstadsdesignen överensstämma med produktutvecklingsplaner, definiera den största arbetsstyckets storlek och använda noggranna beräkningar för att välja en lämplig krankonfiguration.

Jag är Cindy, med 10 års arbetslivserfarenhet inom kranbranschen och samlat på mig en mängd professionell kunskap. Jag har valt de tillfredsställande kranarna för 500+ kunder. Om du har några behov eller frågor om kranar är du välkommen att kontakta mig, jag kommer att använda min expertis och praktiska erfarenhet för att hjälpa dig att lösa problemet!
Skicka din förfrågan
- E-post: sales@hndfcrane.com
- WhatsApp: +86 191 3738 6654
- Telegram: +86 191 3738 6654
- Tel: +86-373-581 8299
- Fax: +86-373-215 7000
- Lägg till: Changnao Industrial District, Xinxiang City, Henan-provinsen, Kina
 WeChat
WeChat
- Luftkranar
- Traverskranar av europeisk typ med dubbelbalk: Hög effektivitet, säkerhet och tillförlitlighet
- Dubbelbalk överheadkranar
- Fristående arbetsstationsbrokranar: Effektiva lyftlösningar för moderna industrianläggningar
- Takmonterad brokran: Pelarfri design för fritt golvutrymme
- Underhängda traverskranar: Lättviktsbandmonterad lösning för verkstäder och lager
- Elektromagnetiska traverser: effektiv lösning för hantering av plattor, räfflor och metallskrot
- Skänkluftkranar: Pålitliga lösningar för hantering av heta metaller för stålverk
- Grab Overhead Crane: Kraftiga lyft med precisionskontroll för bulkmaterial
- Låg takhöjd traverskran: utrymmesbesparande lyfteffektiv lösning
- Manuella traverskranar: Effektiva lösningar för miljöer utan ström
- 5~50T QY isolering traverser för säkra lyft i farliga miljöer
- Renrumskranar
- Arbetsstationskranar
- Gjuteri kranar
- Monorail kranar
- Grab och Magnetiska Overhead Kranar
- Explosionssäkra luftkranar
- Traverskranar av europeisk typ med en balk
- Enbalks traverskranar
- Fockkranar
- Väggmonterade kranar
- Väggfockkranar
- Fristående jibbkranar
- Aluminiumsvängkranar: Lätt, smidig roterande arm för enkel lyftning
- Balanssvängkranar: Effektiva lätta lyft för mekanisk montering över korta avstånd
- Manuella fristående svängkranar: Effektiva manuella lyftlösningar för operationer med begränsat utrymme
- Elektriska fristående svängkranar: Helelektrisk lösning för högkapacitets snabba lyft
- Ledsvängkranar: Precisionslyft med dubbelarmsflexibilitet
- Smarta svängkranar: Intelligenta flytande lösningar med tyngdlös lyftning
- FEM-standardsvängkranar: Högpresterande system med europeiska lyftanordningar
- Bärbara svängkranar: Mobil baslösning för flera arbetsområden
- Fristående svängkranar med dragstång och I-balk: Triangulärt stagad stabil design
- Fristående svängkranar med dragstång och C-balk: Ultrasmidigt manuellt flöde för arbetsstationer
- Slutna svängkranar: Lyftsystem för fackverksbom
- Gantry kranar
- Dubbelbalk portalkranar
- Semi portalkranar
- Enkelbalks portalkranar
- Truss portalkranar
- Container portalkranar
- Justerbara portalkranar
- Bärbara portalkranar
- Europeiska portalkranar
- Små portalkranar i aluminium: lätta, bärbara och anpassningsbara för högeffektiva lyft
- 35T mobila, gummidäckade containerportalkranar för effektiv hantering
- RMG rälsmonterade containerportalkranar för effektiv hantering
- Shipyard Gantry Crane: Aerial Flip Design hjälper dig enkelt att uppnå skrovmontering
- Europeiska portalkranar med dubbla balkar: Europeisk vinschdesign för effektiv lyftning
- Europeiska portalkranar med en balk: Innovativ europeisk teknik för lastning och lossning utomhus
- industrier
- Kraft
- Sten
- Brokonstruktion
- Hamnkranar: För container- och bulkhantering
- Traverskranar för flyg- och rymdfart: Precisionslyft för raketuppskjutning och transport
- Traverskranar för flygindustrin: Flygplansunderhåll och montering
- Traverskranar för effektiv tillverkning av cement, glas, tegel och prefabricerad betong
- Traverskranlösningar för järnvägar: Spårläggning, underhåll av rullande materiel och containerhantering
- Traverskranar för livsmedel och drycker: Tillförlitliga lösningar för effektiv hantering
- Traverskranar för fordonsindustrin: Effektiva automationslösningar
- Marina kranar för effektiv lastning på fartyg
- Traverskranar för olje- och gasindustrin: Förbättra driftseffektiviteten
- Allmän tillverkning
- Metallproduktion
- Papperstillverkning
- Förtillverkad
- Avfallshantering
- Elektriska lyftar
- Elektriska vajertelfer
- Elektriska kedjetelfer
- Elektriska lyftanordningar av europeisk typ
- Europeiska elektriska kedjetelfer: Jämn drift, lågt ljud och energieffektivitet
- Manuella lyftanordningar: Perfekta för drag- och lyftuppgifter
- Handkättingtelfrar: Manuell lyftning för områden utan ström
- Elektriska lyftanordningar med låg takhöjd: Kompakt design för maximal utrymmeseffektivitet
- Pneumatiska kedjetelfrar: Smidig hantering för industriellt bruk
- Explosionssäkra manuella kättingtelfrar: Gnistsäker kopparlegeringskonstruktion för explosionsfarliga områden
- Kran delar
- Dieselvinsch för icke-elektriska miljöer: Lyft och drag med hög effekt
- Krankrokar
- Öppen vinschvagn: Anpassningsbar lyftvagn för travers- och portalkranar
- Elektrisk vajervinsch: Kompakt lyftsystem för begränsade utrymmen
- Friktionsvinsch: Professionell lösning för fartygsdragning och gruvlyftning
- Elektrisk vinsch med låg hastighet: Tillförlitlig tung lyftkraft för industriella tillämpningar
- Industriell elektrisk vinsch med hög hastighet: Snabb, pålitlig och anpassningsbar
- Kran C-krokar för lyft av stålspolar
- Förklaring av reducerare för traverskranar: Typer för alla lyftbehov
- Traverskranmotorer för lyfteffektivitet och precision
- Kopplingar för traverskran
- Val av rälsklämmor för traverskranar baserat på last- och spårförhållanden
- Lösningar för traverskranars räcken för industriell stabilitet och precision
- Ledningar för luftkranrep: Förbättrar efterbehandling av stålrep effektivt
- Luftkranledare och strömförsörjningsledningar: Pålitliga strömförsörjningslösningar
- Luftkranskablar: Pålitliga mobila kraftlösningar
- Kranbromsar: Kritiskt för säker drift
- Anpassningsbara kranförarhytter: Förbättrad komfort och skydd
- Kranlyfttång
- Trangripskopor
- Kranreptrumma
- Elektrisk vinsch
- Kranvagn
- Trådlinsskivor
- Handla om
- Fall
- Nyheter
- Vanliga frågor
- Ladda ner
- Bloggar
- Onlineverktyg för beräkning av kranhjulslast
- VR Panorama
- Kontakta oss
- E-post: sales@hndfcrane.com
- WhatsApp: +86 191 3738 6654
- Telegram: +86 191 3738 6654
- Tel: +86-373-581 8299
-
