
-
শিল্প
-

সাধারণ উত্পাদন
-

বর্জ্য হ্যান্ডলিং
-

প্রিকাস্ট
-

শক্তি
-

পাথর
-

কাগজ তৈরি
-

ধাতু উত্পাদন
-

সেতু নির্মাণ
-

পোর্ট ক্রেন: কন্টেইনার এবং বাল্ক ম্যাটেরিয়াল হ্যান্ডলিংয়ের জন্য
-

পেট্রোলিয়াম ও গ্যাস শিল্পের জন্য ওভারহেড ক্রেন: কর্মক্ষম দক্ষতা বৃদ্ধি করুন
-

জাহাজে দক্ষ কার্গো লোডিংয়ের জন্য সামুদ্রিক ক্রেন
-

মোটরগাড়ি শিল্পের জন্য ওভারহেড ক্রেন: দক্ষ অটোমেশন সমাধান
-

রেলওয়ের জন্য ওভারহেড ক্রেন সমাধান: ট্র্যাক লেইং, রোলিং স্টক রক্ষণাবেক্ষণ এবং কন্টেইনার হ্যান্ডলিং
-

খাদ্য ও পানীয়ের জন্য ওভারহেড ক্রেন: দক্ষ পরিচালনার জন্য নির্ভরযোগ্য সমাধান
-

দক্ষ সিমেন্ট, কাচ, ইট এবং প্রিকাস্ট কংক্রিট উৎপাদনের জন্য ওভারহেড ক্রেন
-

বিমান শিল্পের জন্য ওভারহেড ক্রেন: বিমান রক্ষণাবেক্ষণ এবং সমাবেশ
-

মহাকাশ ওভারহেড ক্রেন: রকেট উৎক্ষেপণ এবং পরিবহনের জন্য যথার্থ উত্তোলন
-
-
পণ্য
-
ওভারহেড ক্রেনস
-

একক গার্ডার ওভারহেড ক্রেন
-

ডাবল গার্ডার ওভারহেড ক্রেন
-

ইউরোপীয় ধরণের একক গার্ডার ওভারহেড ক্রেন
-

ইউরোপীয় ধরণের ডাবল গার্ডার ওভারহেড ক্রেন
-

বিস্ফোরণ প্রমাণ ওভারহেড ক্রেন
-

গ্র্যাব এবং ম্যাগনেটিক ওভারহেড ক্রেন
-

মনোরেল ক্রেন
-

ফাউন্ড্রি ওভারহেড ক্রেন
-

ওয়ার্কস্টেশন ক্রেন
-

নিরোধক ওভারহেড ক্রেন
-

লো হেডরুম ওভারহেড ক্রেন
-

ওভারহেড ক্রেন ধরুন
-

ল্যাডল ওভারহেড ক্রেন
-

আন্ডারহ্যাং ওভারহেড ক্রেন
-

ইলেক্ট্রোম্যাগনেটিক ওভারহেড ক্রেন
-

ম্যানুয়াল ওভারহেড ক্রেন
-

সিলিং মাউন্টেড ব্রিজ ক্রেন
-

ফ্রি স্ট্যান্ডিং ওয়ার্কস্টেশন ব্রিজ ক্রেন
-
-
গ্যান্ট্রি ক্রেনস
-

সেমি গ্যান্ট্রি ক্রেনস
-

একক গার্ডার গ্যান্ট্রি ক্রেন
-

ডাবল গার্ডার গ্যান্ট্রি ক্রেন
-

কনটেইনার গ্যান্ট্রি ক্রেন
-

ট্রাস গ্যান্ট্রি ক্রেনস
-

সামঞ্জস্যযোগ্য গ্যান্ট্রি ক্রেন
-

পোর্টেবল গ্যান্ট্রি ক্রেন
-

ইউরোপীয় গ্যান্ট্রি ক্রেনস
-

অ্যালুমিনিয়াম গ্যান্ট্রি ক্রেন
-

রাবার টায়ার্ড কনটেইনার গ্যান্ট্রি ক্রেন
-

রেল মাউন্ট করা কনটেইনার গ্যান্ট্রি ক্রেন
-

শিপইয়ার্ড গ্যান্ট্রি ক্রেন
-

ইউরোপীয় একক গার্ডার গ্যান্ট্রি ক্রেন
-

ইউরোপীয় ডাবল গার্ডার গ্যান্ট্রি ক্রেন
-
- জিব ক্রেনস
- বিশেষ ক্রেন
- বৈদ্যুতিক উত্তোলন
- ট্রান্সফার কার্ট
-
ওভারহেড ক্রেনস
-
ক্রেন যন্ত্রাংশ
-
বালতি ধরুন
-

বৈদ্যুতিক স্টেইনলেস স্টীল দখল বালতি
-

যান্ত্রিক চার দড়ি কমলার খোসা grabs
-

মেকানিক্যাল ফোর রোপ ক্ল্যামশেল বালতি ধরে
-

ইলেক্ট্রো হাইড্রোলিক আয়তক্ষেত্রাকার গ্রাবস
-

ইলেক্ট্রো হাইড্রোলিক ক্ল্যামশেল গ্র্যাবস
-

ইলেক্ট্রো হাইড্রোলিক অরেঞ্জ পিল গ্র্যাবস, হাইড্রোলিক ক্যাকটাস গ্র্যাব
-

বৈদ্যুতিক মোটর দখল
-

মনোরেল উত্তোলন সহ বৈদ্যুতিক মনোরেল গ্র্যাব বাকেট
-

রিমোট কন্ট্রোল ক্ল্যামশেল গ্র্যাবস
-

যান্ত্রিক দুই দড়ি Clamshell grabs
-

টিম্বার গ্রাবস
-

একক দড়ি ধরা বালতি
-

ট্র্যাশ র্যাক পরিষ্কারের মেশিন
-

ড্রেজিং গ্রাবস
-

ট্রিমিং গ্র্যাবস
-
- ক্রেন স্প্রেডার
-
ক্রেন খুচরা যন্ত্রাংশ
-

তারের দড়ি শেভস
-

ক্রেন দড়ি ড্রাম
-

ক্রেন ট্রলি
-

বৈদ্যুতিক উইঞ্চ
-

ক্রেন অপারেটর কেবিন
-

ওভারহেড ক্রেন ব্রেক
-

ওভারহেড ক্রেন তারের
-

ওভারহেড ক্রেন দড়ি গাইড
-

ওভারহেড ক্রেন কন্ডাক্টর এবং পাওয়ার সাপ্লাই লাইন
-

ওভারহেড ক্রেন রেল
-

ওভারহেড ক্রেন রেল ক্লিপ
-

ওভারহেড ক্রেন মোটর
-

ওভারহেড ক্রেন রিডুসার
-

ওভারহেড ক্রেনের জন্য কাপলিং
-
- ক্রেন হুইলস
-
বালতি ধরুন
- প্রতিষ্ঠান
- যোগাযোগ












































-
শিল্প
-
সাধারণ উত্পাদন
-
বর্জ্য হ্যান্ডলিং
-
প্রিকাস্ট
-
শক্তি
-
পাথর
-
কাগজ তৈরি
-
ধাতু উত্পাদন
-
সেতু নির্মাণ
-
পোর্ট ক্রেন: কন্টেইনার এবং বাল্ক ম্যাটেরিয়াল হ্যান্ডলিংয়ের জন্য
-
পেট্রোলিয়াম ও গ্যাস শিল্পের জন্য ওভারহেড ক্রেন: কর্মক্ষম দক্ষতা বৃদ্ধি করুন
-
জাহাজে দক্ষ কার্গো লোডিংয়ের জন্য সামুদ্রিক ক্রেন
-
মোটরগাড়ি শিল্পের জন্য ওভারহেড ক্রেন: দক্ষ অটোমেশন সমাধান
-
রেলওয়ের জন্য ওভারহেড ক্রেন সমাধান: ট্র্যাক লেইং, রোলিং স্টক রক্ষণাবেক্ষণ এবং কন্টেইনার হ্যান্ডলিং
-
খাদ্য ও পানীয়ের জন্য ওভারহেড ক্রেন: দক্ষ পরিচালনার জন্য নির্ভরযোগ্য সমাধান
-
দক্ষ সিমেন্ট, কাচ, ইট এবং প্রিকাস্ট কংক্রিট উৎপাদনের জন্য ওভারহেড ক্রেন
-
বিমান শিল্পের জন্য ওভারহেড ক্রেন: বিমান রক্ষণাবেক্ষণ এবং সমাবেশ
-
মহাকাশ ওভারহেড ক্রেন: রকেট উৎক্ষেপণ এবং পরিবহনের জন্য যথার্থ উত্তোলন
-
-
পণ্য
-
ওভারহেড ক্রেনস
-
একক গার্ডার ওভারহেড ক্রেন
-
ডাবল গার্ডার ওভারহেড ক্রেন
-
ইউরোপীয় ধরণের একক গার্ডার ওভারহেড ক্রেন
-
ইউরোপীয় ধরণের ডাবল গার্ডার ওভারহেড ক্রেন
-
বিস্ফোরণ প্রমাণ ওভারহেড ক্রেন
-
গ্র্যাব এবং ম্যাগনেটিক ওভারহেড ক্রেন
-
মনোরেল ক্রেন
-
ফাউন্ড্রি ওভারহেড ক্রেন
-
ওয়ার্কস্টেশন ক্রেন
-
নিরোধক ওভারহেড ক্রেন
-
লো হেডরুম ওভারহেড ক্রেন
-
ওভারহেড ক্রেন ধরুন
-
ল্যাডল ওভারহেড ক্রেন
-
আন্ডারহ্যাং ওভারহেড ক্রেন
-
ইলেক্ট্রোম্যাগনেটিক ওভারহেড ক্রেন
-
ম্যানুয়াল ওভারহেড ক্রেন
-
সিলিং মাউন্টেড ব্রিজ ক্রেন
-
ফ্রি স্ট্যান্ডিং ওয়ার্কস্টেশন ব্রিজ ক্রেন
-
-
গ্যান্ট্রি ক্রেনস
-
সেমি গ্যান্ট্রি ক্রেনস
-
একক গার্ডার গ্যান্ট্রি ক্রেন
-
ডাবল গার্ডার গ্যান্ট্রি ক্রেন
-
কনটেইনার গ্যান্ট্রি ক্রেন
-
ট্রাস গ্যান্ট্রি ক্রেনস
-
সামঞ্জস্যযোগ্য গ্যান্ট্রি ক্রেন
-
পোর্টেবল গ্যান্ট্রি ক্রেন
-
ইউরোপীয় গ্যান্ট্রি ক্রেনস
-
অ্যালুমিনিয়াম গ্যান্ট্রি ক্রেন
-
রাবার টায়ার্ড কনটেইনার গ্যান্ট্রি ক্রেন
-
রেল মাউন্ট করা কনটেইনার গ্যান্ট্রি ক্রেন
-
শিপইয়ার্ড গ্যান্ট্রি ক্রেন
-
ইউরোপীয় একক গার্ডার গ্যান্ট্রি ক্রেন
-
ইউরোপীয় ডাবল গার্ডার গ্যান্ট্রি ক্রেন
-
- জিব ক্রেনস
- বিশেষ ক্রেন
- বৈদ্যুতিক উত্তোলন
- ট্রান্সফার কার্ট
-
ওভারহেড ক্রেনস
-
ক্রেন যন্ত্রাংশ
-
বালতি ধরুন
-
বৈদ্যুতিক স্টেইনলেস স্টীল দখল বালতি
-
যান্ত্রিক চার দড়ি কমলার খোসা grabs
-
মেকানিক্যাল ফোর রোপ ক্ল্যামশেল বালতি ধরে
-
ইলেক্ট্রো হাইড্রোলিক আয়তক্ষেত্রাকার গ্রাবস
-
ইলেক্ট্রো হাইড্রোলিক ক্ল্যামশেল গ্র্যাবস
-
ইলেক্ট্রো হাইড্রোলিক অরেঞ্জ পিল গ্র্যাবস, হাইড্রোলিক ক্যাকটাস গ্র্যাব
-
বৈদ্যুতিক মোটর দখল
-
মনোরেল উত্তোলন সহ বৈদ্যুতিক মনোরেল গ্র্যাব বাকেট
-
রিমোট কন্ট্রোল ক্ল্যামশেল গ্র্যাবস
-
যান্ত্রিক দুই দড়ি Clamshell grabs
-
টিম্বার গ্রাবস
-
একক দড়ি ধরা বালতি
-
ট্র্যাশ র্যাক পরিষ্কারের মেশিন
-
ড্রেজিং গ্রাবস
-
ট্রিমিং গ্র্যাবস
-
- ক্রেন স্প্রেডার
-
ক্রেন খুচরা যন্ত্রাংশ
-
তারের দড়ি শেভস
-
ক্রেন দড়ি ড্রাম
-
ক্রেন ট্রলি
-
বৈদ্যুতিক উইঞ্চ
-
ক্রেন অপারেটর কেবিন
-
ওভারহেড ক্রেন ব্রেক
-
ওভারহেড ক্রেন তারের
-
ওভারহেড ক্রেন দড়ি গাইড
-
ওভারহেড ক্রেন কন্ডাক্টর এবং পাওয়ার সাপ্লাই লাইন
-
ওভারহেড ক্রেন রেল
-
ওভারহেড ক্রেন রেল ক্লিপ
-
ওভারহেড ক্রেন মোটর
-
ওভারহেড ক্রেন রিডুসার
-
ওভারহেড ক্রেনের জন্য কাপলিং
-
- ক্রেন হুইলস
-
বালতি ধরুন
- প্রতিষ্ঠান
- যোগাযোগ




ভারী যন্ত্রপাতি প্ল্যান্ট ডিজাইনে ওভারহেড ক্রেন সেটআপ: পরামিতি এবং বিন্যাস
সূচিপত্র
বৃহৎ যন্ত্রপাতি কারখানাগুলিতে, ক্রেনগুলি অপরিহার্য উপাদান পরিচালনার সরঞ্জাম। সাধারণ ধরণের মধ্যে রয়েছে ওভারহেড ক্রেন, গ্যান্ট্রি ক্রেন, আধা-গ্যান্ট্রি ক্রেন, সাসপেনশন ক্রেন, এবং দেয়ালে লাগানো ক্রেন। চূড়ান্ত সমাবেশ কর্মশালায়, যেখানে ওয়ার্কপিসগুলি বড় এবং ভারী হয়, ক্রেনগুলির উত্তোলন ক্ষমতা ১০০ টন এর বেশি এবং রানওয়ের উচ্চতা দশ মিটারের বেশি হতে পারে। একবার রেট করা লোড, রানওয়ের উচ্চতা এবং স্প্যান নির্ধারণ করা হলে, তারা সরাসরি উৎপাদন ক্ষমতা এবং নির্মাণ খরচের উপর প্রভাব ফেলে। অতএব, উৎপাদন চাহিদা পূরণ, ভবিষ্যতের পণ্য কৌশল সমর্থন, প্ল্যান্ট খরচ নিয়ন্ত্রণ এবং নিরাপত্তা নিশ্চিত করার জন্য সঠিক ক্রেন সেটআপ অত্যন্ত গুরুত্বপূর্ণ। এই নিবন্ধটি বৃহৎ যন্ত্রপাতি প্ল্যান্ট ডিজাইনে যুক্তিসঙ্গতভাবে ক্রেন কীভাবে সেটআপ করবেন তা নিয়ে আলোচনা করে।

একটি ক্রেনের মৌলিক পরামিতি নির্ধারণ করা
একটি ক্রেনের মৌলিক পরামিতিগুলির মধ্যে রয়েছে রেটেড লিফটিং ক্যাপাসিটি, রানওয়ের উচ্চতা (লিফটিং হাইট), স্প্যান এবং ডিউটি ক্লাস।
রেটেড উত্তোলন ক্ষমতা
এটি একটি ক্রেনের সর্বোচ্চ মোট ওজন বোঝায়, যার মধ্যে যেকোনো বিচ্ছিন্নযোগ্য উত্তোলন যন্ত্র (বা সংযুক্তি) অন্তর্ভুক্ত। একটি কারখানা ডিজাইন করার সময়, সবচেয়ে ভারী পণ্য বা উপাদানটি উত্তোলন করা হবে কিনা তা বোঝা এবং শিল্পের প্রবণতার কারণে ভবিষ্যতে পণ্যের আকার বৃদ্ধির সম্ভাবনা বিবেচনা করা অপরিহার্য। যেহেতু ক্রেনের ক্ষমতা কারখানার সর্বাধিক পণ্যের আকারকে সীমাবদ্ধ করে, তাই সম্ভাব্য বৃদ্ধির জন্য একটি মার্জিন অনুমোদিত হওয়া উচিত। উত্তোলন যন্ত্রের ওজনকেও উপেক্ষা না করাও গুরুত্বপূর্ণ। নিরাপত্তার জন্য, মোট উত্তোলিত ওজন ক্রেনের নির্ধারিত ক্ষমতার চেয়ে বেশি হওয়া উচিত নয়।
ক্রেন স্প্যান
স্প্যান হলো রানওয়ে রেলের কেন্দ্রগুলির মধ্যে অনুভূমিক দূরত্ব যার উপর দিয়ে ক্রেনটি চলাচল করে। এটি কর্মশালার প্রস্থ দ্বারা নির্ধারিত হয়, যা পণ্যের আকার, পরিচালনার জন্য প্রয়োজনীয় স্থান এবং কৌশলের উপর নির্ভর করে। বড় যন্ত্রপাতির কর্মশালায়, 30 মিটার বা 36 মিটার স্প্যান সাধারণ। ক্রেনের স্প্যান সাধারণত কর্মশালার প্রস্থ বিয়োগ 1.5 মিটার। দ্বি-স্তর ক্রেন সেটআপের জন্য, উপরের স্তরের ক্রেন স্প্যানটি ভবনের কাঠামোগত নকশার সাথে সামঞ্জস্যপূর্ণ হতে হবে।
রানওয়ের উচ্চতা (ট্র্যাকের উচ্চতা)
রানওয়ের উচ্চতা হুকের সর্বোচ্চ উচ্চতার সাথে সম্পর্কিত, যা নির্ভর করে কত উঁচুতে লোড তুলতে হবে তার উপর। এটি পরিচালনাগত চাহিদার উপর ভিত্তি করে গণনা করা হয়। ডিজাইন করার সময়, বৃহত্তম পণ্যের আকার বিবেচনা করা উচিত এবং উচ্চতা অঙ্কনের মাধ্যমে ক্রেনের রানওয়ের উচ্চতা নির্ধারণ করা উচিত। বড় জিনিসপত্রের জন্য, উত্তোলন যন্ত্রের উচ্চতাও গণনার মধ্যে অন্তর্ভুক্ত করতে হবে।
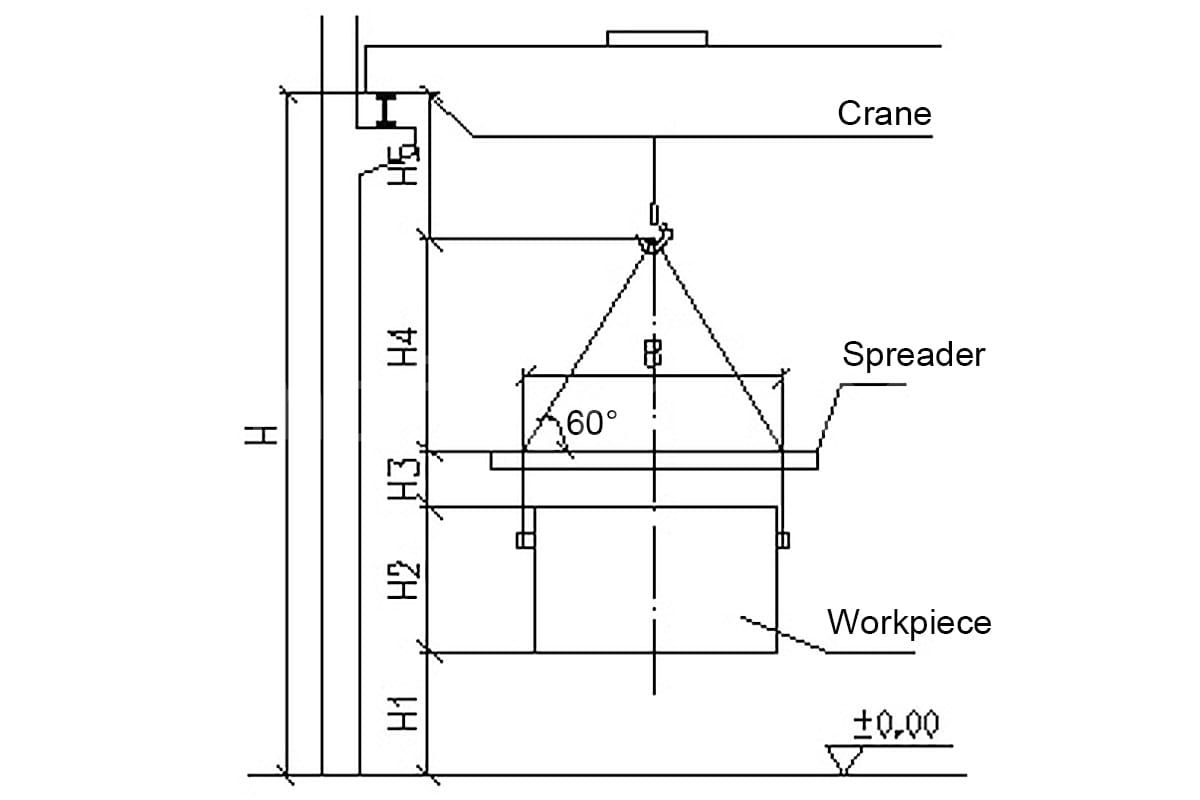
- H1 ওয়ার্কপিসের নেট উত্তোলনের উচ্চতা প্রতিনিধিত্ব করে।
- H2 হলো ওয়ার্কপিসের উচ্চতা।
- B দ্বারা ওয়ার্কপিসের প্রস্থ বোঝানো হয়।
- H3 হলো লিফটিং বিম বা স্প্রেডারের উচ্চতা।
- H4 হল লিফটিং হুক এবং লিফটিং বিমের মধ্যে ন্যূনতম উল্লম্ব দূরত্ব, যা তারের দড়ির তির্যক কোণ দ্বারা নির্ধারিত হয়।
- H5 হল ক্রেন হুক সর্বোচ্চ কত উচ্চতায় পৌঁছাতে পারে।
- H হল ক্রেন রানওয়ের সর্বোচ্চ উচ্চতা।
নেট লিফটিং উচ্চতা (H1) পরীক্ষার প্ল্যাটফর্মে ওয়ার্কপিসটি সরানোর জন্য বা যানবাহনে লোড করার জন্য প্রয়োজনীয় উচ্চতার জন্য হিসাব করা উচিত। ওয়ার্কপিসের উচ্চতা H2 এবং প্রস্থ B। নিরাপত্তা নিশ্চিত করার জন্য, তারের দড়ি এবং অনুভূমিকের মধ্যে কোণ সাধারণত 60° এর কম হওয়া উচিত নয়, যা হুক এবং লিফটিং ডিভাইসের মধ্যে ন্যূনতম তারের দড়ির উচ্চতা নির্ধারণ করে (H4)। ক্রেন রেলের উচ্চতা সীমা (H) গণনা করা যেতে পারে: H = H1 + H2 + H3 + H4 + H5। ওয়ার্কশপের ডিজাইন করা ক্রেন রেলের উচ্চতা এই সীমা অতিক্রম করা উচিত।
যদি একটি দ্বি-স্তরীয় ক্রেন সিস্টেম ব্যবহার করা হয়, তাহলে উপরের ক্রেনের রেলের উচ্চতাও নীচের ক্রেনের রেলের উচ্চতা এবং গার্ডারের মাত্রা দ্বারা সীমাবদ্ধ থাকে এবং দুটি ক্রেনের গার্ডারের মধ্যে একটি নিরাপদ ফাঁক বজায় রাখতে হবে। বৃহৎ মেশিনিং ওয়ার্কশপে, যেখানে সরঞ্জামগুলি লম্বা হয়, ক্রেন রেলের উচ্চতা নির্ধারণ করার সময় ক্রেন গার্ডারের নীচের অংশ এবং সরঞ্জামের উপরের অংশের মধ্যে ফাঁকও বিবেচনা করা উচিত।
ক্রেনের কাজের দায়িত্ব নির্ধারণ
ক্রেনের কাজের দায়িত্ব একটি মূল ধারণা যা তাদের অপারেটিং বৈশিষ্ট্যগুলিকে প্রতিফলিত করে এবং ক্রেনের নিরাপত্তা নিশ্চিত করার জন্য একটি গুরুত্বপূর্ণ ভিত্তি হিসেবে কাজ করে। একটি ক্রেনের কাজের দায়িত্বের শ্রেণীবিভাগ তার সমগ্র নকশা জীবনের দুটি বিষয়ের উপর ভিত্তি করে করা হয়: ব্যবহারের ফ্রিকোয়েন্সি এবং লোড স্পেকট্রাম। এই মানদণ্ড অনুসারে, ক্রেনগুলিকে A1 থেকে A8 পর্যন্ত আটটি শুল্ক শ্রেণীতে শ্রেণীবদ্ধ করা হয়েছে। সাধারণভাবে, যান্ত্রিক কারখানার মেশিনিং ওয়ার্কশপ এবং অ্যাসেম্বলি শপে ব্যবহৃত ওভারহেড ক্রেনগুলি A5 কর্ম শুল্ক শ্রেণীর অধীনে পড়ে।
যুক্তিসঙ্গত ক্রেন কনফিগারেশন এবং লেআউট
বৃহৎ মেশিনিং এবং অ্যাসেম্বলি ওয়ার্কশপগুলিতে, সুবিধাগুলি সাধারণত প্রশস্ত থাকে এবং ওয়ার্কপিস উত্তোলন প্রায়শই ঘটে। বিশেষ করে অ্যাসেম্বলি ওয়ার্কশপগুলিতে, ক্রমাগত উত্তোলন কার্যক্রমের কারণে ক্রেনগুলি দীর্ঘ সময়ের জন্য ব্যস্ত থাকতে পারে। অতএব, নকশায় প্রায়শই একাধিক ক্রেন জড়িত থাকে। একটি সুচিন্তিত ক্রেন কনফিগারেশন উৎপাদন দক্ষতা উন্নত করতে, অপারেটিং খরচ কমাতে এবং অপারেশনাল সুরক্ষা নিশ্চিত করতে গুরুত্বপূর্ণ ভূমিকা পালন করে।
বৃহৎ আকারের যন্ত্রপাতি তৈরিতে চূড়ান্ত সমাবেশের সময়, বেশিরভাগ উপাদানই ছোট থেকে মাঝারি আকারের হয়, যা সমস্ত উপাদানের প্রায় 70%–80% তৈরি করে। এই অংশগুলির ওজন সাধারণত কয়েকশ কিলোগ্রাম থেকে কয়েক টন এমনকি কয়েক ডজন টনও হয়। যেহেতু উত্তোলন কাজ ঘন ঘন এবং সময়সাপেক্ষ, তাই এই ধরনের কর্মশালাগুলি সাধারণত দ্বি-স্তরীয় ক্রেন সিস্টেম গ্রহণ করে। ছোট এবং মাঝারি অংশগুলি প্রাথমিকভাবে নিম্ন-স্তরের ক্রেন দ্বারা পরিচালিত হয়, যখন বড় অংশ বা সম্পূর্ণ মেশিনগুলি উপরের-স্তরের ক্রেন দ্বারা উত্তোলিত হয়।
নিম্ন-স্তরের ক্রেনগুলির সাধারণত উত্তোলন ক্ষমতা ৫০ টনের বেশি হয় না, যার বেশিরভাগই ৩২ টন বা তার কম। সাধারণত কর্মশালার দৈর্ঘ্যের প্রতি ৫০-৬০ মিটারে একটি ক্রেনের জন্য ক্রেনের সংখ্যা নির্ধারণ করা হয়। তবে, যদি ক্রেনগুলি ঘন ঘন ব্যস্ত থাকে বা উত্তোলনের ফ্রিকোয়েন্সি বেশি হয়, তাহলে নির্দিষ্ট এলাকায় আরও ছোট ক্রেন (১০ টন বা তার কম) ইনস্টল করা যেতে পারে। বিভিন্ন ধরণের ছোট ক্রেন পাওয়া যায়, যেমন একক গার্ডার ক্রেন, আধা গ্যান্ট্রি ক্রেন, ওয়াল ট্র্যাভেলিং জিব ক্রেন, এবং বিনামূল্যে স্থায়ী জিব ক্রেনএর মধ্যে, ওয়াল ট্র্যাভেলিং জিব ক্রেনগুলি বৃহৎ যন্ত্রপাতি কর্মশালায় বিশেষভাবে জনপ্রিয় কারণ তাদের নমনীয়তা, মেঝেতে কোনও বাধা নেই এবং উপরের স্তরের ক্রেনের সাথে কোনও হস্তক্ষেপ নেই।
তবে, একই ট্র্যাকে অনেকগুলি ক্রেন একে অপরের সাথে হস্তক্ষেপ করতে পারে এবং কার্যক্ষমতা হ্রাস করতে পারে, যার ফলে ক্রেনের সংখ্যা যুক্তিসঙ্গতভাবে নির্ধারণ করা অত্যন্ত গুরুত্বপূর্ণ হয়ে ওঠে।
উচ্চ-স্তরের ক্রেনের জন্য, সাধারণত একটি বৃহৎ-ক্ষমতার ক্রেন স্থাপন করা হয় যা ১০০ টন বা এমনকি কয়েকশ টনেরও বেশি ওজন তুলতে সক্ষম, এবং এর সাথে ১ থেকে ২ স্তর নীচে ধারণক্ষমতার একটি ছোট ক্রেনও স্থাপন করা হয়। যেহেতু এই বৃহৎ-ক্ষমতার ক্রেনগুলি ব্যয়বহুল এবং উচ্চ পরিচালন খরচের কারণে, তাদের পরিমাণ কঠোরভাবে নিয়ন্ত্রণ করা উচিত।
প্রকৃত উৎপাদনে, যখনই সম্ভব নিম্ন-স্তরের ক্রেনগুলিকে অগ্রাধিকার দেওয়া উচিত এবং যখনই সম্ভব বৃহৎ-ক্ষমতার ক্রেনগুলির পরিবর্তে ছোট ক্রেন ব্যবহার করা উচিত।
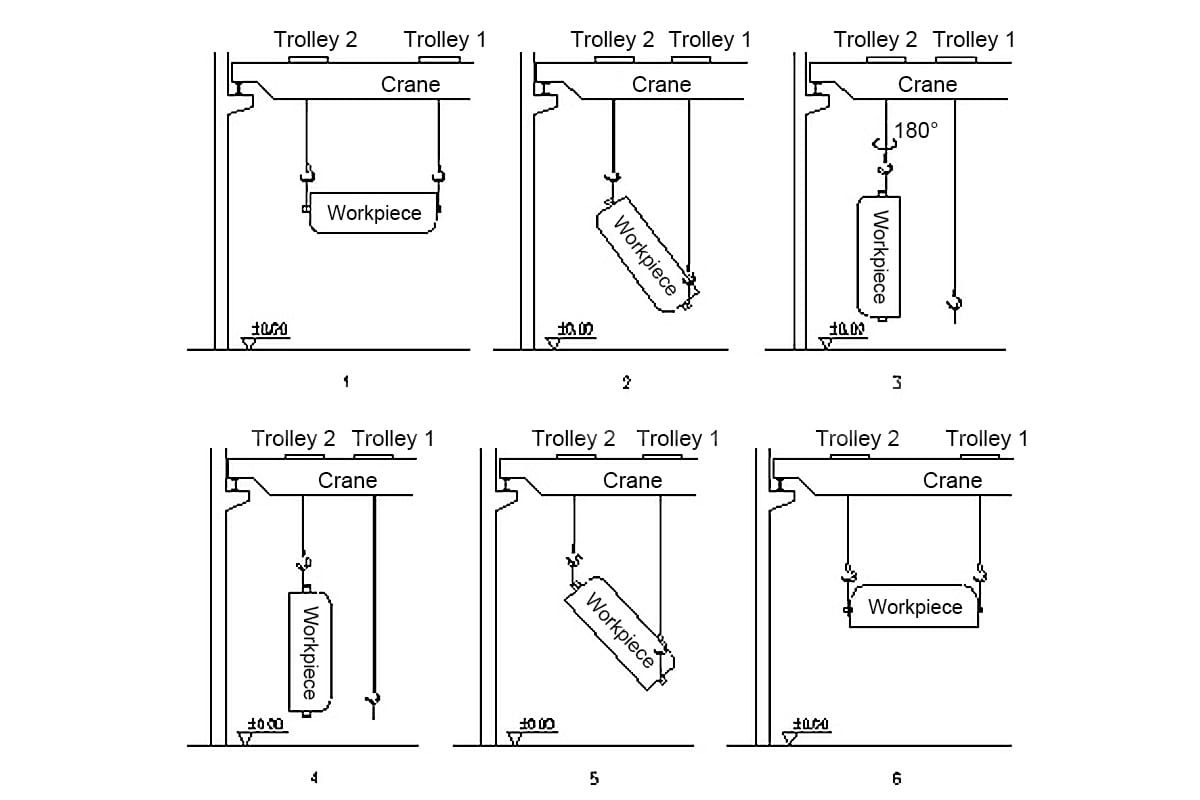
বড় ওয়ার্কপিস উল্টানোর জন্য ক্রেন সেটআপ
বৃহৎ যন্ত্রপাতি কারখানায়, ভারী এবং বড় ওয়ার্কপিস উল্টে দেওয়ার প্রয়োজন প্রায়ই হয়। ক্রেন এবং ভবনের উপর প্রভাব ফেলতে পারে এমন আকস্মিক আঘাত এড়াতে, দুটি ট্রলি সহ একটি ক্রেন ব্যবহার করা যেতে পারে। এর অর্থ হল একটি ক্রেন দুটি ট্রলি দিয়ে সজ্জিত থাকে যার উত্তোলন ক্ষমতা একই, অন্যদিকে ক্রেনের মোট উত্তোলন ক্ষমতা অপরিবর্তিত থাকে।
অপারেশন চলাকালীন, দুটি ট্রলি ওয়ার্কপিসটিকে একটি নির্দিষ্ট উচ্চতায় একসাথে তুলে নেয়। তারপর, ট্রলি ১ ধীরে ধীরে নামিয়ে দেয় যতক্ষণ না ওয়ার্কপিসটি উল্লম্ব হয়ে যায়। ট্রলি ২ তারপর ওয়ার্কপিসটিকে ১৮০ ডিগ্রি বাতাসে ঘুরিয়ে দেয়। এরপর, ট্রলি ১ ওয়ার্কপিসটিকে আবার একটি অনুভূমিক অবস্থানে তুলে নেয়। অবশেষে, উল্টানো সম্পূর্ণ করার জন্য উভয় ট্রলিই ধীরে ধীরে ওয়ার্কপিসটিকে নামিয়ে দেয়।
উপসংহার
বৃহৎ যন্ত্রপাতি কারখানাগুলিতে, উচ্চ-টনেজ ক্রেন এবং উঁচু ভবনের কারণে চূড়ান্ত সমাবেশ কর্মশালাগুলি ব্যয়বহুল। ক্রেনের টনেজ এবং রেলের উচ্চতা মূলত কর্মশালার খরচ এবং কারখানাটি সর্বোচ্চ কত পণ্য পরিচালনা করতে পারে তা নির্ধারণ করে।
একটি সু-নকশিত ক্রেন সেটআপ মসৃণ উৎপাদন এবং নিরাপদ পরিচালনা নিশ্চিত করে। অতএব, কর্মশালার নকশা পণ্য উন্নয়ন পরিকল্পনার সাথে সামঞ্জস্যপূর্ণ হওয়া উচিত, বৃহত্তম ওয়ার্কপিসের আকার নির্ধারণ করা উচিত এবং একটি উপযুক্ত ক্রেন কনফিগারেশন নির্বাচন করার জন্য সতর্কতার সাথে গণনা করা উচিত।

আমি সিন্ডি, ক্রেন শিল্পে 10 বছরের কাজের অভিজ্ঞতা এবং প্রচুর পেশাদার জ্ঞান সঞ্চয় করেছি। আমি 500+ গ্রাহকদের জন্য সন্তোষজনক ক্রেন বেছে নিয়েছি। ক্রেন সম্পর্কে আপনার কোন প্রয়োজন বা প্রশ্ন থাকলে, অনুগ্রহ করে নির্দ্বিধায় আমার সাথে যোগাযোগ করুন, আমি আপনাকে সমস্যা সমাধানে সহায়তা করার জন্য আমার দক্ষতা এবং বাস্তব অভিজ্ঞতা ব্যবহার করব!
আপনার তদন্ত পাঠান
- ইমেইল: sales@hndfcrane.com
- হোয়াটসঅ্যাপ: +86 191 3738 6654
- টেলিগ্রাম: +86 191 3738 6654
- টেলিফোন: +86-373-581 8299
- ফ্যাক্স: +86-373-215 7000
- যোগ করুন: চাংনাও শিল্প জেলা, জিনজিয়াং সিটি, হেনান প্রদেশ, চীন
 উইচ্যাট
উইচ্যাট
- ওভারহেড ক্রেনস
- ইউরোপীয় ধরণের ডাবল গার্ডার ওভারহেড ক্রেন: উচ্চ দক্ষতা, নিরাপত্তা এবং নির্ভরযোগ্যতা
- ডাবল গার্ডার ওভারহেড ক্রেন
- ফ্রি স্ট্যান্ডিং ওয়ার্কস্টেশন ব্রিজ ক্রেন: আধুনিক শিল্প সুবিধার জন্য দক্ষ উত্তোলন সমাধান
- সিলিং মাউন্টেড ব্রিজ ক্রেন: বাধাহীন মেঝে স্থানের জন্য কলাম-মুক্ত নকশা
- আন্ডারহ্যাং ওভারহেড ক্রেন: ওয়ার্কশপ এবং গুদামের জন্য হালকা ট্র্যাক মাউন্টেড সমাধান
- ইলেক্ট্রোম্যাগনেটিক ওভারহেড ক্রেন: স্ল্যাব, বিলেট এবং স্ক্র্যাপ মেটাল পরিচালনার জন্য দক্ষ সমাধান
- ল্যাডল ওভারহেড ক্রেন: ইস্পাত মিলের জন্য নির্ভরযোগ্য গরম ধাতু হ্যান্ডলিং সমাধান
- গ্র্যাব ওভারহেড ক্রেন: বাল্ক উপকরণের জন্য যথার্থ নিয়ন্ত্রণ সহ ভারী দায়িত্ব উত্তোলন
- লো হেডরুম ওভারহেড ক্রেন: স্থান সাশ্রয়ী লিফট দক্ষতা সমাধান
- ম্যানুয়াল ওভারহেড ক্রেন: বিদ্যুৎবিহীন পরিবেশের জন্য দক্ষ সমাধান
- বিপজ্জনক পরিবেশে নিরাপদ উত্তোলনের জন্য 5~50T QY নিরোধক ওভারহেড ক্রেন
- ক্লিনরুম ক্রেন
- ওয়ার্কস্টেশন ক্রেন
- ফাউন্ড্রি ওভারহেড ক্রেন
- মনোরেল ক্রেন
- গ্র্যাব এবং ম্যাগনেটিক ওভারহেড ক্রেন
- বিস্ফোরণ প্রমাণ ওভারহেড ক্রেন
- ইউরোপীয় ধরণের একক গার্ডার ওভারহেড ক্রেন
- একক গার্ডার ওভারহেড ক্রেন
- জিব ক্রেনস
- ওয়াল মাউন্ট করা জিব ক্রেন
- ওয়াল ট্রাভেলিং জিব ক্রেন
- ফ্রি স্ট্যান্ডিং জিব ক্রেন
- অ্যালুমিনিয়াম জিব ক্রেন: সহজে উত্তোলনের জন্য হালকা, মসৃণ ঘূর্ণায়মান বাহু
- ব্যালেন্স জিব ক্রেন: স্বল্প দূরত্বের যান্ত্রিক সমাবেশের জন্য দক্ষ আলো উত্তোলন
- ম্যানুয়াল ফ্রি স্ট্যান্ডিং জিব ক্রেন: সীমিত স্থান পরিচালনার জন্য দক্ষ ম্যানুয়াল উত্তোলন সমাধান
- বৈদ্যুতিক ফ্রি স্ট্যান্ডিং জিব ক্রেন: উচ্চ ক্ষমতা সম্পন্ন দ্রুত উত্তোলনের জন্য সম্পূর্ণ বৈদ্যুতিক সমাধান
- জিব ক্রেনগুলিকে আর্টিকুলেটিং করা: দ্বৈত বাহু নমনীয়তার সাথে নির্ভুল উত্তোলন
- স্মার্ট জিব ক্রেন: শূন্য-মাধ্যাকর্ষণ উত্তোলনের মাধ্যমে বুদ্ধিমান ভাসমান সমাধান
- FEM স্ট্যান্ডার্ড জিব ক্রেন: ইউরোপীয় উত্তোলন সহ উচ্চ কর্মক্ষমতা সম্পন্ন সিস্টেম
- পোর্টেবল জিব ক্রেন: একাধিক কর্মক্ষেত্রের জন্য মোবাইল বেস সলিউশন
- আই-বিম সহ টাই রড ফ্রি স্ট্যান্ডিং জিব ক্রেন: ত্রিভুজাকার ব্রেসড স্টেবল ডিজাইন
- সি-বিম সহ টাই রড ফ্রি স্ট্যান্ডিং জিব ক্রেন: ওয়ার্কস্টেশনের জন্য অতি-মসৃণ ম্যানুয়াল ফ্লো
- ঘেরা ট্র্যাক জিব ক্রেন: ট্রাস বুম ওয়ার্কস্টেশন লিফটিং সিস্টেম
- গ্যান্ট্রি ক্রেনস
- ডাবল গার্ডার গ্যান্ট্রি ক্রেন
- সেমি গ্যান্ট্রি ক্রেনস
- একক গার্ডার গ্যান্ট্রি ক্রেন
- ট্রাস গ্যান্ট্রি ক্রেনস
- কনটেইনার গ্যান্ট্রি ক্রেন
- সামঞ্জস্যযোগ্য গ্যান্ট্রি ক্রেন
- পোর্টেবল গ্যান্ট্রি ক্রেন
- ইউরোপীয় গ্যান্ট্রি ক্রেনস
- ছোট অ্যালুমিনিয়াম গ্যান্ট্রি ক্রেন: লাইটওয়েট, পোর্টেবল এবং উচ্চ দক্ষতা উত্তোলনের জন্য কাস্টমাইজযোগ্য
- দক্ষ পরিচালনার জন্য 35T মোবাইল রাবার টায়ার্ড কন্টেইনার গ্যান্ট্রি ক্রেন
- দক্ষ পরিচালনার জন্য আরএমজি রেল মাউন্ট করা কনটেইনার গ্যান্ট্রি ক্রেন
- শিপইয়ার্ড গ্যান্ট্রি ক্রেন: এরিয়াল ফ্লিপ ডিজাইন সহজেই আপনাকে হুল সমাবেশ অর্জনে সহায়তা করে
- ইউরোপীয় ডাবল গার্ডার গ্যান্ট্রি ক্রেন: দক্ষ উত্তোলনের জন্য ইউরোপীয় ধরণের উইঞ্চ ডিজাইন
- ইউরোপীয় একক গার্ডার গ্যান্ট্রি ক্রেন: বহিরঙ্গন লোডিং এবং আনলোডিংয়ের জন্য উদ্ভাবনী ইউরোপীয় প্রযুক্তি
- শিল্প
- শক্তি
- পাথর
- সেতু নির্মাণ
- পোর্ট ক্রেন: কন্টেইনার এবং বাল্ক ম্যাটেরিয়াল হ্যান্ডলিংয়ের জন্য
- মহাকাশ ওভারহেড ক্রেন: রকেট উৎক্ষেপণ এবং পরিবহনের জন্য যথার্থ উত্তোলন
- বিমান শিল্পের জন্য ওভারহেড ক্রেন: বিমান রক্ষণাবেক্ষণ এবং সমাবেশ
- দক্ষ সিমেন্ট, কাচ, ইট এবং প্রিকাস্ট কংক্রিট উৎপাদনের জন্য ওভারহেড ক্রেন
- রেলওয়ের জন্য ওভারহেড ক্রেন সমাধান: ট্র্যাক লেইং, রোলিং স্টক রক্ষণাবেক্ষণ এবং কন্টেইনার হ্যান্ডলিং
- খাদ্য ও পানীয়ের জন্য ওভারহেড ক্রেন: দক্ষ পরিচালনার জন্য নির্ভরযোগ্য সমাধান
- মোটরগাড়ি শিল্পের জন্য ওভারহেড ক্রেন: দক্ষ অটোমেশন সমাধান
- জাহাজে দক্ষ কার্গো লোডিংয়ের জন্য সামুদ্রিক ক্রেন
- পেট্রোলিয়াম ও গ্যাস শিল্পের জন্য ওভারহেড ক্রেন: কর্মক্ষম দক্ষতা বৃদ্ধি করুন
- সাধারণ উত্পাদন
- ধাতু উত্পাদন
- কাগজ তৈরি
- প্রিকাস্ট
- বর্জ্য হ্যান্ডলিং
- বৈদ্যুতিক উত্তোলন
- বৈদ্যুতিক তারের দড়ি Hoists
- বৈদ্যুতিক চেইন Hoists
- ইউরোপীয় টাইপ বৈদ্যুতিক Hoists
- ইউরোপীয় বৈদ্যুতিক চেইন হোস্ট: মসৃণ অপারেশন, কম শব্দ, এবং শক্তি দক্ষতা
- ম্যানুয়াল লিভার উত্তোলন: টানা এবং উত্তোলনের কাজের জন্য আদর্শ
- হ্যান্ড চেইন উত্তোলন: বিদ্যুৎবিহীন এলাকার জন্য ম্যানুয়াল উত্তোলন
- কম হেডরুম বৈদ্যুতিক উত্তোলন: সর্বাধিক স্থান দক্ষতার জন্য কম্প্যাক্ট নকশা
- বায়ুসংক্রান্ত চেইন উত্তোলন: শিল্প ব্যবহারের জন্য মসৃণ হ্যান্ডলিং
- বিস্ফোরণ-প্রমাণ ম্যানুয়াল চেইন হোস্ট: বিপজ্জনক এলাকার জন্য স্পার্ক প্রতিরোধী তামার খাদ নির্মাণ
- ক্রেন যন্ত্রাংশ
- বৈদ্যুতিক নয় এমন পরিবেশের জন্য ডিজেল উইঞ্চ: উচ্চ-শক্তি উত্তোলন এবং টানা
- ক্রেন হুকস
- ওপেন উইঞ্চ ট্রলি: ওভারহেড এবং গ্যান্ট্রি ক্রেনের জন্য কাস্টমাইজেবল হোস্টিং ট্রলি
- বৈদ্যুতিক তারের দড়ি উইঞ্চ: সীমিত স্থানের জন্য কমপ্যাক্ট উত্তোলন ব্যবস্থা
- ঘর্ষণ উইঞ্চ: জাহাজ ট্র্যাকশন এবং মাইনিং উত্তোলনের জন্য পেশাদার সমাধান
- ধীর গতির বৈদ্যুতিক উইঞ্চ: শিল্প অ্যাপ্লিকেশনের জন্য নির্ভরযোগ্য ভারী-শুল্ক উত্তোলন
- ইন্ডাস্ট্রিয়াল হাই স্পিড ইলেকট্রিক উইঞ্চ: দ্রুত, নির্ভরযোগ্য এবং কাস্টমাইজযোগ্য
- স্টিল কয়েল উত্তোলনের জন্য ক্রেন সি হুক
- ওভারহেড ক্রেন রিডুসার ব্যাখ্যা: প্রতিটি উত্তোলনের প্রয়োজনের জন্য প্রকারভেদ
- উত্তোলনের দক্ষতা এবং নির্ভুলতার জন্য ওভারহেড ক্রেন মোটর
- ওভারহেড ক্রেনের জন্য কাপলিং
- লোড এবং ট্র্যাকের অবস্থার উপর ভিত্তি করে ওভারহেড ক্রেন রেল ক্লিপ নির্বাচন
- শিল্প স্থিতিশীলতা এবং নির্ভুলতার জন্য ওভারহেড ক্রেন রেল সমাধান
- ওভারহেড ক্রেন দড়ি নির্দেশিকা: দক্ষতার সাথে তারের দড়ি ফিনিশিং উন্নত করা
- ওভারহেড ক্রেন কন্ডাক্টর এবং পাওয়ার সাপ্লাই লাইন: নির্ভরযোগ্য পাওয়ার সাপ্লাই সমাধান
- ওভারহেড ক্রেন তারগুলি: নির্ভরযোগ্য মোবাইল পাওয়ার সলিউশন
- ওভারহেড ক্রেন ব্রেক: নিরাপদ অপারেশনের জন্য গুরুত্বপূর্ণ
- কাস্টমাইজযোগ্য ক্রেন অপারেটর কেবিন: বর্ধিত আরাম এবং সুরক্ষা
- ক্রেন উত্তোলন Tongs
- ক্রেন গ্র্যাব বালতি
- ক্রেন দড়ি ড্রাম
- বৈদ্যুতিক উইঞ্চ
- ক্রেন ট্রলি
- তারের দড়ি শেভস
- সম্পর্কিত
- মামলা
- খবর
- প্রশ্নাবলী
- ডাউনলোড করুন
- ব্লগ
- অনলাইন ক্রেন হুইল লোড গণনার সরঞ্জাম
- ভিআর প্যানোরামা
- যোগাযোগ করুন
- ইমেইল: sales@hndfcrane.com
- হোয়াটসঅ্যাপ: +86 191 3738 6654
- টেলিগ্রাম: +86 191 3738 6654
- টেলিফোন: +86-373-581 8299
-
