
-
Галузі промисловості
-

Загальне виробництво
-

Поводження з відходами
-

Збірний
-

потужність
-

Камінь
-

виготовлення паперу
-

Виробництво металу
-

Будівництво мостів
-

Портові крани: для обробки контейнерів та сипучих матеріалів
-

Мостові крани для нафтогазової промисловості: підвищення операційної ефективності
-

Морські крани для ефективного завантаження вантажів на судна
-

Мостові крани для автомобільної промисловості: ефективні рішення для автоматизації
-

Рішення для мостових кранів для залізниць: прокладання колій, технічне обслуговування рухомого складу та обробка контейнерів
-

Мостові крани для харчових продуктів та напоїв: надійні рішення для ефективного переміщення
-

Мостові крани для ефективного виробництва цементу, скла, цегли та збірного залізобетону
-

Мостові крани для авіаційної промисловості: технічне обслуговування та складання літаків
-

Аерокосмічні мостові крани: точне підйомне навантаження для запуску та транспортування ракет
-
-
Продукти
-
Мостові крани
-

Однобалочні мостові крани
-

Двобалочні мостові крани
-

Однобалкові мостові крани європейського типу
-

Двобалкові мостові крани європейського типу
-

Вибухозахищені мостові крани
-

Грейферні та магнітні мостові крани
-

Монорельсові крани
-

Ливарні мостові крани
-

Крани робочих станцій
-

Ізоляція Мостові крани
-

Мостові крани з низьким висотою
-

Підйомні мостові крани
-

Мостові крани-ковші
-

Підвісні мостові крани
-

Електромагнітні мостові крани
-

Ручні мостові крани
-

Стельовий мостовий кран
-

Окремостоячі мостові крани для робочих станцій
-
-
Козлові крани
-

Напівкозлові крани
-

Однобалочні козлові крани
-

Двобалочні козлові крани
-

Контейнерні козлові крани
-

Фермові козлові крани
-

Регульовані козлові крани
-

Портативні козлові крани
-

Європейські козлові крани
-

Алюмінієві портальні крани
-

Портальні контейнерні крани на гумових шинах
-

Портальні контейнерні крани на рейках
-

Портальний кран верфі
-

Європейські однобалкові козлові крани
-

Європейські двобалкові козлові крани
-
-
Стріловидні крани
-

Окремо стоячі стрілові крани
-

Настінні пересувні стрілові крани
-

Настінні стрілові крани
-

Балансувальні стрілові крани
-

Електричні окремостоячі стрілові крани
-

Ручні окремостоячі стрілові крани
-

Алюмінієві стрілові крани
-

Шарнірно-стрілові крани
-

Розумні стрілові крани
-

Стандартні стрілові крани FEM
-

Переносні стрілові крани
-
-
Спеціальні крани
-

Портальні крани порту
-

Крани для чистих приміщень
-

Мобільні човнові підйомники
-

Козловий кран зі щитом для буріння тунелів
-

Перевізники верхової їзди
-

Система обробки сегментів
-

Цинкування перевантажувальних кранів Interlock
-

Кран для штабелювання анодних вуглецевих блоків
-

Штабелювальний кран
-

Електролітичний мідний мостовий кран
-
- Електричні підйомники
- Трансферні візки
-
Мостові крани
-
Запчастини крана
-
Захопіть відра
-

Електричне відро з нержавіючої сталі
-

Чотири мотузкові механічні захоплення апельсинової шкірки
-

Механічний грейферний ковш із чотирма мотузками
-

Електрогідравлічні прямокутні грейфери
-

Електрогідравлічні грейфери
-

Електрогідравлічні захоплення апельсинової шкірки, гідравлічні захоплення кактусів
-

Електродвигун Grab
-

Електричний монорейковий ковш із монорейковим підйомником
-

Розкладачки з дистанційним керуванням
-

Механічні грейфери з двома мотузками
-

Захвати деревини
-

Ківш для захвату мотузки
-

Машини для прибирання сміттєвих полиць
-

Днопоглиблення
-

Захвати для обрізки
-
- Крановий розкидувач
-
Запчастини для кранів
-

Пучки дроту
-

Крановий канатний барабан
-

Крановий візок
-

Лебідка електрична
-

Кабіна кранівника
-

Мостові кранові гальма
-

Кабелі мостового крана
-

Направляючі для тросу мостового крана
-

Провідники мостових кранів і лінії електропостачання
-

Рейки мостових кранів
-

Затискачі для рейок мостового крана
-

Двигуни для мостових кранів
-

Редуктори мостових кранів
-

Муфти для мостового крана
-
- Кранові колеса
-
Захопіть відра
- Компанія
- контакт























-
Галузі промисловості
-
Загальне виробництво
-
Поводження з відходами
-
Збірний
-
потужність
-
Камінь
-
виготовлення паперу
-
Виробництво металу
-
Будівництво мостів
-
Портові крани: для обробки контейнерів та сипучих матеріалів
-
Мостові крани для нафтогазової промисловості: підвищення операційної ефективності
-
Морські крани для ефективного завантаження вантажів на судна
-
Мостові крани для автомобільної промисловості: ефективні рішення для автоматизації
-
Рішення для мостових кранів для залізниць: прокладання колій, технічне обслуговування рухомого складу та обробка контейнерів
-
Мостові крани для харчових продуктів та напоїв: надійні рішення для ефективного переміщення
-
Мостові крани для ефективного виробництва цементу, скла, цегли та збірного залізобетону
-
Мостові крани для авіаційної промисловості: технічне обслуговування та складання літаків
-
Аерокосмічні мостові крани: точне підйомне навантаження для запуску та транспортування ракет
-
-
Продукти
-
Мостові крани
-
Однобалочні мостові крани
-
Двобалочні мостові крани
-
Однобалкові мостові крани європейського типу
-
Двобалкові мостові крани європейського типу
-
Вибухозахищені мостові крани
-
Грейферні та магнітні мостові крани
-
Монорельсові крани
-
Ливарні мостові крани
-
Крани робочих станцій
-
Ізоляція Мостові крани
-
Мостові крани з низьким висотою
-
Підйомні мостові крани
-
Мостові крани-ковші
-
Підвісні мостові крани
-
Електромагнітні мостові крани
-
Ручні мостові крани
-
Стельовий мостовий кран
-
Окремостоячі мостові крани для робочих станцій
-
-
Козлові крани
-
Напівкозлові крани
-
Однобалочні козлові крани
-
Двобалочні козлові крани
-
Контейнерні козлові крани
-
Фермові козлові крани
-
Регульовані козлові крани
-
Портативні козлові крани
-
Європейські козлові крани
-
Алюмінієві портальні крани
-
Портальні контейнерні крани на гумових шинах
-
Портальні контейнерні крани на рейках
-
Портальний кран верфі
-
Європейські однобалкові козлові крани
-
Європейські двобалкові козлові крани
-
-
Стріловидні крани
-
Окремо стоячі стрілові крани
-
Настінні пересувні стрілові крани
-
Настінні стрілові крани
-
Балансувальні стрілові крани
-
Електричні окремостоячі стрілові крани
-
Ручні окремостоячі стрілові крани
-
Алюмінієві стрілові крани
-
Шарнірно-стрілові крани
-
Розумні стрілові крани
-
Стандартні стрілові крани FEM
-
Переносні стрілові крани
-
-
Спеціальні крани
-
Портальні крани порту
-
Крани для чистих приміщень
-
Мобільні човнові підйомники
-
Козловий кран зі щитом для буріння тунелів
-
Перевізники верхової їзди
-
Система обробки сегментів
-
Цинкування перевантажувальних кранів Interlock
-
Кран для штабелювання анодних вуглецевих блоків
-
Штабелювальний кран
-
Електролітичний мідний мостовий кран
-
- Електричні підйомники
- Трансферні візки
-
Мостові крани
-
Запчастини крана
-
Захопіть відра
-
Електричне відро з нержавіючої сталі
-
Чотири мотузкові механічні захоплення апельсинової шкірки
-
Механічний грейферний ковш із чотирма мотузками
-
Електрогідравлічні прямокутні грейфери
-
Електрогідравлічні грейфери
-
Електрогідравлічні захоплення апельсинової шкірки, гідравлічні захоплення кактусів
-
Електродвигун Grab
-
Електричний монорейковий ковш із монорейковим підйомником
-
Розкладачки з дистанційним керуванням
-
Механічні грейфери з двома мотузками
-
Захвати деревини
-
Ківш для захвату мотузки
-
Машини для прибирання сміттєвих полиць
-
Днопоглиблення
-
Захвати для обрізки
-
- Крановий розкидувач
-
Запчастини для кранів
-
Пучки дроту
-
Крановий канатний барабан
-
Крановий візок
-
Лебідка електрична
-
Кабіна кранівника
-
Мостові кранові гальма
-
Кабелі мостового крана
-
Направляючі для тросу мостового крана
-
Провідники мостових кранів і лінії електропостачання
-
Рейки мостових кранів
-
Затискачі для рейок мостового крана
-
Двигуни для мостових кранів
-
Редуктори мостових кранів
-
Муфти для мостового крана
-
- Кранові колеса
-
Захопіть відра
- Компанія
- контакт




Ремонт розтрісканих бортів шин на гумових шинах козлового крана, заповненого пінополіуретаном: перевірені методи
Зміст
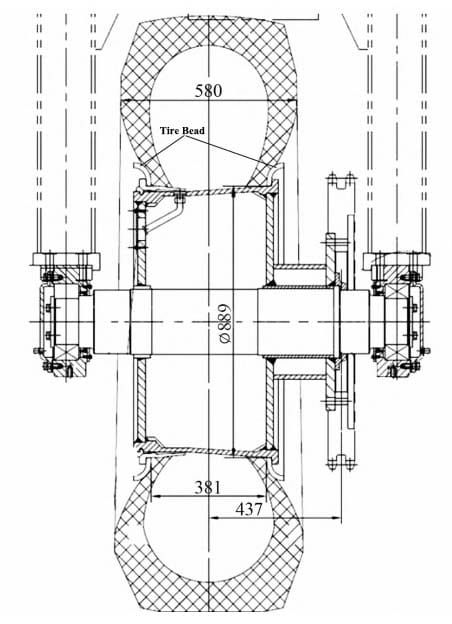
Як основне обладнання для завантаження та розвантаження контейнерних терміналів, козловий кран на гумових шинах Мають добру мобільність. Зазвичай, козловий кран з однією шиною та гумовими шинами оснащений 8 шинами. Однак, козловий кран з гумовими шинами щодня стикається з такими проблемами, як протікання шин, випинання та пошкодження. Керівний персонал щодня інвестує багато коштів і не може запобігти або уникнути ризиків для безпеки, спричинених проколом шин, що суттєво впливає на нормальну роботу. Процес наповнення шин може ефективно вирішити проблеми з пневматичними шинами, але після завершення процесу наповнення шин, заповнений піною, борт шини може тріснути. Тріснутий борт шини, заповнений піною, необхідно вчасно відремонтувати, щоб запобігти його розриву.
Аналіз причини розтріскування бортів шин на гумових шинах козлового крана, заповненого пінополіуретаном
Борт шини, заповнений піною, зібраний між двома сторонами шини та ободом, який головним чином відіграє роль фіксації шини.
Зі збільшенням терміну служби бортів шин, наповнених пінопластом, у деяких шинах почали тріскатися стопорні кільця. Коли тріщина в борті шини, наповненому пінопластом, досягне певного ступеня, стопорне кільце повністю від’єднається і не зможе виконувати функцію фіксації шини.
На даний момент гумова шина козлового крана не придатна для подальшого використання. Через гумове наповнення шини, стопорне кільце неможливо замінити на шині, стопорне кільце якої від'єдналося. У цьому випадку стопорне кільце сильно деформоване і не може бути відновлене у початкове положення. Технічне обслуговування неможливе, в результаті чого вся гумова шина (включаючи саму шину та колоїд, що заповнюється всередині) буде пошкоджена, що призведе до більших втрат. Порівняно з пневматичними шинами, розтріскування стопорного кільця зосереджено на гумових шинах.
Порівняно з пневматичними шинами, гумові шини мають низьку еластичність та погану амортизацію вібраційного навантаження обладнання. Тому під час роботи обладнання стопорне кільце шини піддається відносно великій силі, що призводить до його тріщин одне за одним. Коли тріщина в заповненому піною борті шини досягне певного ступеня, стопорне кільце повністю від'єднається і не зможе виконувати функцію фіксації шини.
На даний момент шина не придатна для подальшого використання. Через гумове наповнення шини, стопорне кільце не може бути замінене на шині, стопорне кільце якої від'єдналося. У цьому випадку стопорне кільце сильно деформоване і не може бути відновлене у початкове положення.
Технічне обслуговування неможливе, в результаті чого вся гумонаповнена шина (включаючи саму шину та колоїд, що заповнюється всередині шини) виходить з ладу, що призводить до більших збитків. Порівняно з пневматичними шинами, розтріскування стопорного кільця зосереджено саме на гумонаповнених шинах. Порівняно з пневматичними шинами, гумонаповнені шини мають низьку еластичність та погану амортизацію вібраційного навантаження обладнання. Тому, коли обладнання працює, стопорне кільце шини піддається відносно великій силі, що призводить до його розтріскування.
Вимоги до ремонту розтріскування бортів шин на гумових шинах, заповнених пінопластом
З причини розтріскування борту шини, заповненого пінопластом, видно, що міцність стопорного кільця потребує покращення, а план технічного обслуговування повинен відповідати наступним 5 вимогам:
- Через гумове наповнення шини стопорне кільце неможливо розібрати, і необхідно проводити технічне обслуговування гумовонаповненого вузла шини.
- Запобігайте подальшому поширенню тріщин.
- Ремонт та обробка тріщин.
- Покращує загальну міцність борту шини, заповненого піною.
- Намагайтеся уникати або зменшувати пошкодження шин під час технічного обслуговування.
Заходи з технічного обслуговування козлового крана з гумовими шинами, заповненого пінопластом, для усунення розтріскування бортів шин
(1) Свердління тріщин, запобігання розширенню. Свердліть отвори на кінцях тріщин, щоб запобігти їх подальшому розширенню. Під час свердління звертайте увагу на контроль міцності та глибини свердла, щоб запобігти пошкодженню шини свердлом.
(2) Шліфування та обслуговування тріщин. Для шліфування тріщин та їх зварювання використовується шліфувальна головка електричної шліфувальної машини. Глибина шліфування тріщин контролюється у відповідному положенні, щоб запобігти безпосередньому впливу більшого тепла на стінку шини в цій частині під час зварювальних операцій, що може призвести до пошкодження шини.
(3) Розробка та виготовлення допоміжних посилених стопорних кілець. Використовується для шинного крана 61 т 21.00-35 Стопорне кільце для шин, наприклад, розробка допоміжного стопорного кільця. Під час проектування допоміжного стопорного кільця необхідно враховувати розроблене стопорне кільце та оригінальне стопорне кільце.
Прилягання добре, а верхній та нижній краї повинні мати достатній простір для зварювання після встановлення. Розроблене стопорне кільце повинно мати певну міцність. Товщина стопорного кільця обрана рівною 14 мм, а для верхньої та нижньої частин зарезервовано 10 мм простору для зварювання.
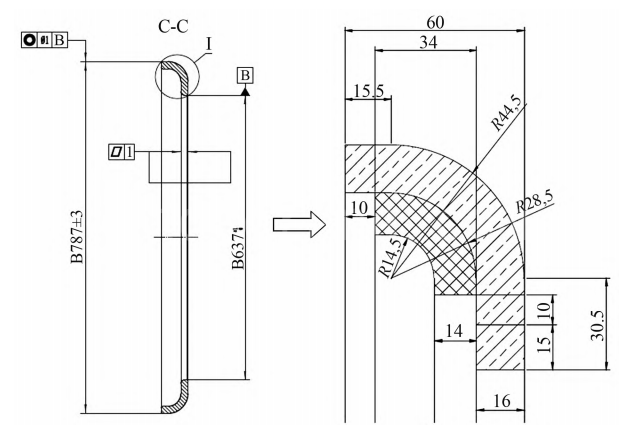
Розроблене стопорне кільце приварене лише до оригінального стопорного кільця для посилення його міцності та не пов'язане з іншими місцями маточини колеса. Якщо шина пошкоджена з інших причин, її можна розібрати звичайним способом, а інші частини маточини колеса можна використовувати як зазвичай. Оригінальне стопорне кільце виготовлено з марганцевої сталі. Враховуючи міцність стопорного кільця та потреби процесу зварювання, посилене стопорне кільце виготовлено зі сталевого листа Q345B.
(4) Допомога зі зварюванням для посилення стопорного кільця. Встановіть розроблене допоміжне стопорне кільце всередину оригінального стопорного кільця та закріпіть його зварюванням. Для стопорного кільця без сторони зірочки допоміжне посилене стопорне кільце можна встановити безпосередньо на стопорне кільце як єдине ціле та зварити; для стопорного кільця з стороною зірочки допоміжне посилене стопорне кільце не можна встановити безпосередньо.
Індивідуальне стопорне кільце потрібно розрізати навпіл. Встановлення стопорного кільця можна виконати без розбирання зірочки, потім виконати зварювання та фіксацію, а вирізані деталі зварити разом. Для забезпечення якості зварювання та покращення працездатності виконайте наступне: 3. Електрод 507 діаметром 2 мм зварюється за допомогою зварювального апарату постійного струму; для зменшення пошкодження шини, спричиненого зварюванням, використовується сегментне зварювання для розсіювання тепла, а місце зварювання відповідно поливається водою вздовж зовнішньої сторони стопорного кільця, щоб пришвидшити розсіювання тепла та охолодити шини в місці зварювання.
(5) Пофарбуйте для запобігання корозії. Очистіть зварювальні деталі та пофарбуйте їх, щоб запобігти іржі зварних швів та подовжити термін служби.
Висновок
Згідно з вищезазначеною технологією технічного обслуговування, ремонт розтріскування гумозаповненого стопорного кільця шини було завершено. Протягом цього періоду не було пошкоджень гумозаповненої шини, спричинених повторним розтріскуванням або від’єднанням стопорного кільця, що усунуло ризики для безпеки, спричинені розтріскуванням стопорного кільця шини, та ефективно гарантувало безпеку шини. Для вирішення проблеми розтріскування стопорного кільця гумозаповненої шини, після заповнення гумою, під час складання шини можна вибрати потовщене стопорне кільце, щоб зменшити ймовірність розтріскування борту шини, заповненого пінопластом.

Мене звати Сінді, я маю 10-річний досвід роботи в крановій промисловості та накопичив багаті професійні знання. Я вибрав задовільні крани для 500+ клієнтів. Якщо у вас є якісь потреби або запитання щодо кранів, будь ласка, не соромтеся зв’язатися зі мною, я використаю свої знання та практичний досвід, щоб допомогти вам вирішити проблему!
Надішліть свій запит
- Електронна пошта: sales@hndfcrane.com
- WhatsApp: +86 191 3738 6654
- Телеграма: +86 191 3738 6654
- Тел.: +86-373-581 8299
- Факс: +86-373-215 7000
- Додати: промисловий район Чаннао, місто Сіньсян, провінція Хенань, Китай
 WeChat
WeChat
- Мостові крани
- Двобалкові мостові крани європейського типу: висока ефективність, безпека та надійність
- Двобалочні мостові крани
- Окремостоячі мостові крани для робочих станцій: ефективні рішення для підйому вантажів для сучасних промислових об'єктів
- Мостовий кран, що монтується на стелю: конструкція без колон для вільного простору підлоги
- Підвісні мостові крани: легке гусеничне рішення для майстерень і складів
- Електромагнітні мостові крани: ефективне рішення для обробки слябів, заготовок і металобрухту
- Мостові крани-ковші: надійні рішення для транспортування гарячого металу для сталеливарних заводів
- Підйомний мостовий кран: важкий підйом із точним керуванням для сипучих матеріалів
- Мостовий кран з низьким висотою: рішення для економії місця підйому
- Ручні мостові крани: ефективні рішення для середовищ без електроенергії
- Мостові крани з ізоляцією 5~50 т QY для безпечного підйому в небезпечних середовищах
- Крани для чистих приміщень
- Крани робочих станцій
- Ливарні мостові крани
- Монорельсові крани
- Грейферні та магнітні мостові крани
- Вибухозахищені мостові крани
- Однобалкові мостові крани європейського типу
- Однобалочні мостові крани
- Стріловидні крани
- Настінні стрілові крани
- Настінні пересувні стрілові крани
- Окремо стоячі стрілові крани
- Алюмінієві стрілові крани: легкий, плавно обертається стріла для легкого підйому
- Балансувальні стрілові крани: ефективне легке підйомне навантаження для механічного складання на короткі відстані
- Ручні вільностоячі стрілові крани: ефективні рішення для ручного підйому вантажів для операцій в обмеженому просторі
- Електричні окремостоячі стрілові крани: повністю електричне рішення для швидкого підйому великої вантажопідйомності
- Шарнірно-колінчасті стрілові крани: точне підйомне навантаження з подвійною гнучкістю стріли
- Розумні стрілові крани: інтелектуальні плавучі рішення з підйомом у невагомості
- Стандартні стрілові крани FEM: високопродуктивні системи з європейськими талями
- Переносні стрілові крани: мобільне базове рішення для кількох робочих зон
- Окремостоячі стрілові крани з тягою та I-подібною балкою: трикутна стійка конструкція з кріпленнями
- Окремостоячі стрілові крани з тягою та С-подібною балкою: надзвичайно плавний ручний потік для робочих станцій
- Закриті стрілові крани: Системи підйому робочих станцій зі стрілою-кроквяною фермою
- Козлові крани
- Двобалочні козлові крани
- Напівкозлові крани
- Однобалочні козлові крани
- Фермові козлові крани
- Контейнерні козлові крани
- Регульовані козлові крани
- Портативні козлові крани
- Європейські козлові крани
- Малі алюмінієві портальні крани: легкі, портативні та адаптовані для високоефективного підйому
- 35T Мобільні портальні контейнерні крани на гумових шинах для ефективного транспортування
- Козлові контейнерні крани RMG для ефективного транспортування
- Козловий кран на суднобудівній верфі: конструкція Aerial Flip легко допоможе вам досягти складання корпусу
- Європейські двобалкові козлові крани: конструкція лебідки європейського типу для ефективного підйому
- Європейські однобалкові козлові крани: інноваційна європейська технологія для зовнішнього навантаження та розвантаження
- Галузі промисловості
- потужність
- Камінь
- Будівництво мостів
- Портові крани: для обробки контейнерів та сипучих матеріалів
- Аерокосмічні мостові крани: точне підйомне навантаження для запуску та транспортування ракет
- Мостові крани для авіаційної промисловості: технічне обслуговування та складання літаків
- Мостові крани для ефективного виробництва цементу, скла, цегли та збірного залізобетону
- Рішення для мостових кранів для залізниць: прокладання колій, технічне обслуговування рухомого складу та обробка контейнерів
- Мостові крани для харчових продуктів та напоїв: надійні рішення для ефективного переміщення
- Мостові крани для автомобільної промисловості: ефективні рішення для автоматизації
- Морські крани для ефективного завантаження вантажів на судна
- Мостові крани для нафтогазової промисловості: підвищення операційної ефективності
- Загальне виробництво
- Виробництво металу
- виготовлення паперу
- Збірний
- Поводження з відходами
- Електричні підйомники
- Електричні канатні підйомники
- Талі ланцюгові електричні
- Електричні підйомники європейського типу
- Європейські електричні ланцюгові талі: плавна робота, низький рівень шуму та енергоефективність
- Ручні важільні талі: ідеально підходять для вантажопідйомних робіт
- Ручні ланцюгові талі: ручний підйом для місць без електропостачання
- Електричні підйомники з низьким висотою: компактний дизайн для максимального використання простору
- Пневматичні ланцюгові талі: плавне керування для промислового використання
- Вибухозахищені ручні ланцюгові талі: іскростійка конструкція з мідного сплаву для небезпечних зон
- Запчастини крана
- Дизельна лебідка для неелектричних середовищ: потужне підйомно-тягове обладнання
- Гаки кранові
- Відкритий візок для лебідки: налаштовуваний підйомний візок для мостових та козлових кранів
- Електрична тросова лебідка: компактна підйомна система для обмеженого простору
- Фрикційна лебідка: професійне рішення для тяги суден та підйому в гірничих роботах
- Електрична лебідка низької швидкості: надійне підйомне обладнання для промислового застосування
- Промислова високошвидкісна електрична лебідка: швидка, надійна та настроювана
- Кран C-подібні гаки для підйому сталевих котушок
- Пояснення редукторів мостових кранів: типи для будь-яких потреб підйому
- Мостові кранові двигуни для ефективності та точності підйому
- Муфти для мостового крана
- Вибір рейкових затискачів мостового крана залежно від навантаження та стану колії
- Рішення для мостових кранових рейок для промислової стабільності та точності
- Направляючі для канатів мостового крана: ефективніше покращення обробки дротяних канатів
- Провідники мостового крана та лінії електропостачання: надійні рішення для електропостачання
- Кабелі для мостових кранів: надійні рішення для мобільного живлення
- Гальма мостового крана: критичні для безпечної роботи
- Настроювані кабіни кранівника: покращений комфорт і захист
- Кліщі для підйому крана
- Кранові грейферні ковші
- Крановий канатний барабан
- Лебідка електрична
- Крановий візок
- Пучки дроту
- про
- Справи
- Новини
- Часті запитання
- Завантажити
- Блоги
- Інструменти для розрахунку навантаження на колеса крана онлайн
- VR Панорама
- Зв'яжіться з нами
- Електронна пошта: sales@hndfcrane.com
- WhatsApp: +86 191 3738 6654
- Телеграма: +86 191 3738 6654
- Тел.: +86-373-581 8299
-
