
-
工業
-

一般製造業
-

廃棄物処理
-

プレキャスト
-

パワー
-

石
-

製紙
-

金属製造
-

橋梁工事
-

港湾クレーン:コンテナおよびバルク材の取り扱い
-

石油・ガス産業向け天井クレーン:運用効率の向上
-

船舶への効率的な貨物積み込みのための海上クレーン
-

自動車産業向け天井クレーン:効率的な自動化ソリューション
-

鉄道向け天井クレーンソリューション:線路敷設、車両保守、コンテナハンドリング
-

食品・飲料向け天井クレーン:効率的なハンドリングのための信頼性の高いソリューション
-

効率的なセメント、ガラス、レンガ、プレキャストコンクリート製造のための天井クレーン
-

航空業界向け天井クレーン:航空機の整備と組立
-

航空宇宙用オーバーヘッドクレーン:ロケットの打ち上げと輸送のための精密な吊り上げ
-
- 製品
- クレーン部品
- 会社概要
- 連絡先









































































































-
工業
-
一般製造業
-
廃棄物処理
-
プレキャスト
-
パワー
-
石
-
製紙
-
金属製造
-
橋梁工事
-
港湾クレーン:コンテナおよびバルク材の取り扱い
-
石油・ガス産業向け天井クレーン:運用効率の向上
-
船舶への効率的な貨物積み込みのための海上クレーン
-
自動車産業向け天井クレーン:効率的な自動化ソリューション
-
鉄道向け天井クレーンソリューション:線路敷設、車両保守、コンテナハンドリング
-
食品・飲料向け天井クレーン:効率的なハンドリングのための信頼性の高いソリューション
-
効率的なセメント、ガラス、レンガ、プレキャストコンクリート製造のための天井クレーン
-
航空業界向け天井クレーン:航空機の整備と組立
-
航空宇宙用オーバーヘッドクレーン:ロケットの打ち上げと輸送のための精密な吊り上げ
-
- 製品
- クレーン部品
- 会社概要
- 連絡先




ゴムタイヤ式ガントリークレーンの発泡充填タイヤビードのひび割れ修理:実証済みの方法
目次
コンテナターミナルの主な積み下ろし設備として、 ゴムタイヤ式ガントリークレーン 機動性は良好です。通常、シングルタイヤのゴムタイヤ式ガントリークレーンには8つのタイヤが装備されています。しかし、ゴムタイヤ式ガントリークレーンは、タイヤの空気漏れ、膨らみ、損傷などの日常的な問題に直面しています。日常管理担当者は多大な投資をしていますが、パンクしたタイヤによる安全リスクを防止または回避することはできず、通常の作業に重大な影響を及ぼします。タイヤ充填プロセスは空気入りタイヤの問題を効果的に解決できますが、タイヤ充填プロセスが完了した後、発泡タイヤビードが割れる可能性があります。ひびの入った発泡タイヤビードは、発泡タイヤビードの破損を防ぐために、適時に修理する必要があります。
ゴムタイヤ式ガントリークレーンの発泡充填タイヤビード割れの原因分析
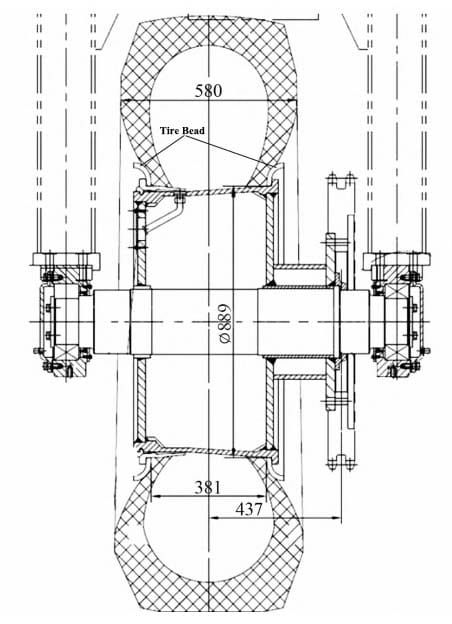
フォーム充填タイヤビードはタイヤの両側とリムの間に組み合わされ、主にタイヤを固定する役割を果たします。
発泡タイヤビードの耐用年数が長くなるにつれ、一部のタイヤでは保持リングにひび割れが発生しています。発泡タイヤビードの耐用年数が長くなるにつれ、一部のタイヤでは保持リングにひび割れが発生しています。発泡タイヤビードのひび割れがある程度進行すると、保持リングが完全に外れ、タイヤを固定する役割を果たせなくなります。
現時点では、ゴムタイヤ式ガントリークレーンのタイヤは継続使用に適していません。タイヤにゴムが充填されているため、保持リングが外れたタイヤは保持リングを交換することができません。このとき、保持リングは大きく変形し、元の位置に戻すことができません。メンテナンスができず、結果としてゴムタイヤ全体(タイヤ本体とタイヤ内部に充填されたコロイドを含む)が廃棄され、損失が大きくなります。空気入りタイヤと比較して、保持リングの亀裂はゴムタイヤに集中しています。
空気入りタイヤと比較すると、ゴム入りタイヤは弾力性が低く、設備の振動負荷に対する緩衝性が低いため、設備の走行時にタイヤの保持リングに比較的大きな力が加わり、保持リングに次々と亀裂が生じます。発泡タイヤのビード部の亀裂がある程度まで進行すると、保持リングは完全に外れ、タイヤを固定する役割を果たせなくなります。
現時点では、タイヤは継続使用に適していません。タイヤにはゴムが充填されているため、保持リングが外れたタイヤは保持リングを交換することができません。保持リングは大きく変形しており、元の位置に戻すことはできません。
メンテナンスができず、ゴムタイヤ全体(タイヤ本体とタイヤ内部に充填されたコロイドを含む)が廃棄されることになり、損失が増大します。空気入りタイヤと比較すると、保持リングの亀裂はゴム入りタイヤに集中します。ゴム入りタイヤは空気入りタイヤに比べて弾力性が劣り、設備の振動負荷に対する緩衝性が低いため、設備稼働時にタイヤ保持リングに比較的大きな力が加わり、保持リングに亀裂が生じます。
ゴムタイヤ式ガントリークレーンの発泡充填タイヤビード割れ修理要件
発泡充填タイヤビードのひび割れの原因から、保持リングの強度を向上させる必要があり、メンテナンス計画は次の 5 つの要件を満たす必要があることがわかります。
- タイヤにはゴムが充填されているため、保持リングを分解することはできず、ゴム充填タイヤアセンブリのメンテナンスを行う必要があります。
- ひび割れがさらに広がるのを防ぎます。
- ひび割れを修復し対処します。
- フォーム充填タイヤビードの全体的な強度を向上させます。
- メンテナンス中はタイヤの損傷を回避または軽減するようにしてください。
ゴムタイヤ式ガントリークレーンの発泡充填タイヤビード割れのメンテナンス対策
(1)亀裂掘削、亀裂拡大防止。亀裂の先端に穴を開けることで、亀裂の拡大を防ぎます。掘削の際は、ドリルの強度と深さを制御し、ドリルビットがタイヤを損傷しないように注意してください。
(2)クラック研削とメンテナンス。電動グラインダーの研削ヘッドを用いてクラックを研削し、溶接します。クラック研削の深さを適切な位置に制御することで、溶接作業中にこの部分のタイヤ壁が直接熱にさらされ、タイヤが損傷するのを防ぎます。
(3)補助補強保持リングの設計・製作。61tタイヤクレーン21.00-35タイヤ保持リングに使用。例えば、補助保持リングを設計する。補助保持リングを設計する際には、設計した保持リングと元の保持リングを考慮する必要がある。
フィット感は良好で、取り付け後、上下端には十分な溶接スペースが必要です。設計された保持リング自体には一定の強度が必要です。保持リングの厚さは14mmとし、上下に10mmの溶接スペースを確保しています。
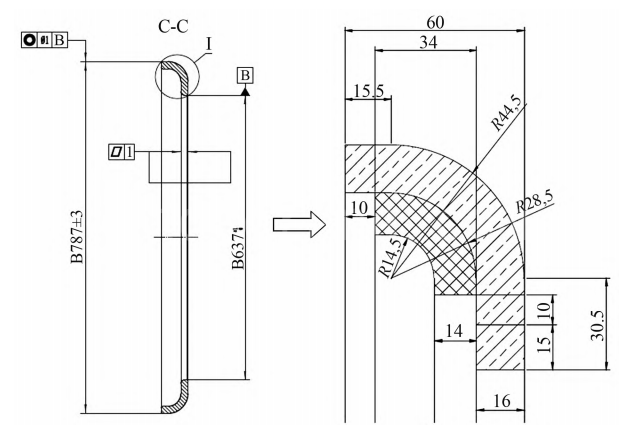
設計された保持リングは、元の保持リングの強度を強化するために元の保持リングに溶接されているだけで、ホイールハブの他の部分とは関係がありません。タイヤが他の原因で損傷した場合、通常のプロセスでタイヤを分解でき、ホイールハブの他の部品は正常に使用できます。元の保持リングはマンガン鋼で作られています。保持リングの強度と溶接プロセスのニーズを考慮して、強化保持リングはQ345B鋼板で作られています。
(4)保持リングの補強のための溶接補助。設計した補助保持リングを元の保持リングの内側に取り付け、溶接で固定します。スプロケット側がない保持リングの場合は、補助補強保持リングをそのまま保持リング全体に取り付けて溶接することができます。スプロケット側がある保持リングの場合は、補助補強保持リングを直接取り付けることはできません。
カスタマイズされた保持リングは半分に切断する必要があります。保持リングの取り付けはスプロケットを分解することなく完了し、その後溶接と固定を実施し、切断された部品を溶接します。溶接品質を確保し、作業性を向上させるために、以下の3つの手順を実施しました。2mm 507電極を直流溶接機で溶接します。タイヤへの溶接によるダメージを軽減するため、分割溶接で熱を分散させ、保持リングの外側に沿って溶接部位に適度に散水することで放熱を促進し、溶接部位のタイヤを冷却します。
(5)腐食防止塗装。溶接部を清掃し、塗装することで溶接部の錆を防ぎ、耐用年数を延ばします。
結論
上記のメンテナンス技術により、ゴムタイヤの保持リングの亀裂の修理が完了しました。修理期間中、保持リングの再亀裂や外れによるゴムタイヤへの損傷はなく、タイヤ保持リングの亀裂による安全リスクを排除し、タイヤの安全性を効果的に保証しました。ゴムタイヤの保持リングの亀裂問題については、ゴム充填後にタイヤを組み立てる際に、厚みのある保持リングを選択することで、発泡タイヤビードの亀裂発生確率を低減できます。

私はシンディです。クレーン業界で 10 年間の勤務経験があり、豊富な専門知識を蓄積してきました。500 社以上のお客様にご満足いただけるクレーンを選んできました。クレーンに関するご要望やご質問がございましたら、お気軽にご連絡ください。専門知識と実務経験を活かして、問題解決のお手伝いをいたします。
お問い合わせを送信
- Eメール: sales@hndfcrane.com
- ワッツアップ: +86 191 3738 6654
- 電報: +86 191 3738 6654
- 電話: +86-373-581 8299
- ファックス: +86-373-215 7000
- 追加: 中国河南省新郷市長苗工業区
 微信
微信
- 天井クレーン
- 欧州型ダブルガーダー天井クレーン:高効率、安全性、信頼性
- 二重桁天井クレーン
- フリースタンディングワークステーションブリッジクレーン:現代の産業施設向けの効率的な吊り上げソリューション
- 天井設置型橋形クレーン:支柱のない設計で床面積を広く確保
- アンダーハング型天井クレーン:作業場や倉庫向けの軽量トラック搭載型ソリューション
- 電磁式天井クレーン:スラブ、ビレット、スクラップ金属の取り扱いに効率的なソリューション
- レードルオーバーヘッドクレーン:製鉄所向けの信頼性の高い溶銑処理ソリューション
- グラブオーバーヘッドクレーン:バルク材料の精密制御による重量物の持ち上げ
- 低天井天井クレーン: 省スペースのリフト効率ソリューション
- 手動式天井クレーン:電力のない環境のための効率的なソリューション
- 危険な環境での安全な吊り上げのための5〜50T QY断熱天井クレーン
- クリーンルームクレーン
- ワークステーション クレーン
- 鋳造所の天井クレーン
- モノレールクレーン
- グラブと磁気天井クレーン
- 防爆天井クレーン
- 欧州型シングルガーダー天井クレーン
- 単桁天井クレーン
- ジブクレーン
- 壁掛けジブクレーン
- ウォールトラベリングジブクレーン
- フリースタンディングジブクレーン
- アルミジブクレーン:軽量でスムーズに回転するアームで簡単に持ち上げられます
- バランスジブクレーン:短距離の機械組立作業における効率的な軽量吊り上げ
- 手動式フリースタンディングジブクレーン:限られたスペースでの作業に最適な効率的な手動吊り上げソリューション
- 電動式フリースタンディングジブクレーン:高容量高速吊り上げを実現する完全電動ソリューション
- 関節式ジブクレーン:デュアルアームの柔軟性による精密な吊り上げ
- スマートジブクレーン:無重力吊り上げによるインテリジェントな浮体ソリューション
- FEM規格ジブクレーン:欧州製ホイスト搭載の高性能システム
- ポータブルジブクレーン:複数の作業エリアに対応する移動式ベースソリューション
- Iビーム付きタイロッド式自立型ジブクレーン:三角形の支柱で安定した設計
- Cビーム付きタイロッド式フリースタンディングジブクレーン:ワークステーション向け超スムーズな手動フロー
- 密閉型トラックジブクレーン:トラスブームワークステーションリフティングシステム
- ガントリークレーン
- ダブルガーダーガントリークレーン
- セミガントリークレーン
- シングルガーダーガントリークレーン
- トラスガントリークレーン
- コンテナガントリークレーン
- 調節可能なガントリー クレーン
- ポータブルガントリークレーン
- ヨーロッパのガントリー クレーン
- 小型アルミ製ガントリークレーン: 軽量、ポータブル、カスタマイズ可能で高効率な吊り上げを実現
- 効率的なハンドリングを実現する35T移動式ゴムタイヤコンテナガントリークレーン
- 効率的なハンドリングを実現するRMGレールマウントコンテナガントリークレーン
- 造船所のガントリークレーン:空中フリップ設計により船体組み立てが簡単に実現
- 欧州型ダブルガーダーガントリークレーン:効率的な吊り上げを実現する欧州型ウインチ設計
- 欧州製シングルガーダーガントリークレーン:屋外荷役作業における革新的な欧州技術
- 工業
- パワー
- 石
- 橋梁工事
- 港湾クレーン:コンテナおよびバルク材の取り扱い
- 航空宇宙用オーバーヘッドクレーン:ロケットの打ち上げと輸送のための精密な吊り上げ
- 航空業界向け天井クレーン:航空機の整備と組立
- 効率的なセメント、ガラス、レンガ、プレキャストコンクリート製造のための天井クレーン
- 鉄道向け天井クレーンソリューション:線路敷設、車両保守、コンテナハンドリング
- 食品・飲料向け天井クレーン:効率的なハンドリングのための信頼性の高いソリューション
- 自動車産業向け天井クレーン:効率的な自動化ソリューション
- 船舶への効率的な貨物積み込みのための海上クレーン
- 石油・ガス産業向け天井クレーン:運用効率の向上
- 一般製造業
- 金属製造
- 製紙
- プレキャスト
- 廃棄物処理
- 電気ホイスト
- 電線ロープホイスト
- 電気チェーンブロック
- ヨーロッパ型電気ホイスト
- 欧州の電動チェーンホイスト:スムーズな操作、低騒音、エネルギー効率
- 手動レバーホイスト:牽引・吊り上げ作業に最適
- 手動チェーンホイスト:電源のない場所での手動リフト
- 低天井電動ホイスト:最大限のスペース効率を実現するコンパクトな設計
- 空気圧チェーンホイスト:産業用途でのスムーズな操作
- 防爆型手動チェーンホイスト:危険区域向け耐火銅合金構造
- クレーン部品
- 非電気環境向けディーゼルウインチ:高出力の吊り上げと牽引
- クレーンフック
- オープンウインチトロリー:オーバーヘッドクレーンおよびガントリークレーン用のカスタマイズ可能なホイストトロリー
- 電動ワイヤーロープウインチ:限られたスペースのためのコンパクトな巻上システム
- 摩擦ウインチ:船舶牽引および鉱山用巻上げのためのプロフェッショナルソリューション
- 低速電動ウインチ:産業用途向けの信頼性の高い重量物吊り上げ
- 産業用高速電動ウインチ:高速、信頼性、カスタマイズ性
- 鋼コイル吊り上げ用クレーンCフック
- 天井クレーン減速機の説明:あらゆる吊り上げニーズに対応するタイプ
- 吊り上げ効率と精度を高める天井クレーンモーター
- 天井クレーン用カップリング
- 荷重と軌道条件に基づく天井クレーンレールクリップの選択
- 産業の安定性と精度を実現する天井クレーンレールソリューション
- 天井クレーンロープガイド:ワイヤーロープ仕上げの効率化
- 天井クレーンの導体と電源ライン: 信頼性の高い電源ソリューション
- 天井クレーンケーブル: 信頼性の高いモバイル電源ソリューション
- 天井クレーンブレーキ:安全な操作に不可欠
- カスタマイズ可能なクレーン運転席: 快適性と保護性を向上
- クレーン吊り上げトング
- クレーングラブバケット
- クレーン ロープ ドラム
- 電動ウインチ
- クレーントロリー
- ワイヤーロープシーブ
- お問い合わせ
- Eメール: sales@hndfcrane.com
- ワッツアップ: +86 191 3738 6654
- 電報: +86 191 3738 6654
- 電話: +86-373-581 8299
-
