
-
Industrier
-

Generel fremstilling
-

Affaldshåndtering
-

Præfabrikeret
-

Strøm
-

Sten
-

Papirfremstilling
-

Metalproduktion
-

Brobygning
-

Havnekraner: Til håndtering af containere og bulkmaterialer
-

Traverskraner til olie- og gasindustrien: Forbedrer driftseffektiviteten
-

Marinekraner til effektiv lastning på skibe
-

Traverskraner til bilindustrien: Effektive automatiseringsløsninger
-

Traverskranløsninger til jernbaner: Sporlægning, vedligeholdelse af rullende materiel og containerhåndtering
-

Traverskraner til fødevarer og drikkevarer: Pålidelige løsninger til effektiv håndtering
-

Traverskraner til effektiv fremstilling af cement, glas, mursten og præfabrikeret beton
-

Traverskraner til luftfartsindustrien: Flyvedligeholdelse og montering
-

Traverskraner til luftfart: Præcisionsløft til raketopsendelse og -transport
-
-
Produkter
-
Løftekraner
-

Enkeltbjælke overheadkraner
-

Dobbeltdrager overhead kraner
-

Europæiske type enkeltbjælkekraner
-

Europæiske dobbeltbjælkekraner
-

Eksplosionssikre traverskraner
-

Grab og magnetiske traverskraner
-

Monorail kraner
-

Støbehovedkraner
-

Isolering traverskraner
-

Løftekraner med lav frihøjde
-

Få fat i traverskraner
-

Løse overhead kraner
-

Underhængte traverskraner
-

Elektromagnetiske traverskraner
-

Arbejdsstationskraner
-

Fritstående arbejdsstationsbrokraner
-

Loftmonteret brokran
-

Manuelle traverskraner
-
-
Gantry kraner
-

Semi portalkraner
-

Enkeltbjælke portalkraner
-

Dobbeltbjælke portalkraner
-

Container portalkraner
-

Truss portalkraner
-

Justerbare portalkraner
-

Bærbare portalkraner
-

Europæiske portalkraner
-

Portalkraner i aluminium
-

Gummibelagte containerportalkraner
-

Skinnemonterede containerportalkraner
-

Skibsværfts portalkran
-

Europæiske portalkraner med enkelt bjælke
-

Europæiske dobbeltbjælkeportalkraner
-
- Fokkekraner
- Særlige kraner
- Elektriske hejser
- Overførselsvogne
-
Løftekraner
-
Kran dele
-
Grib Bøtter
-

Elektrisk gribespand i rustfrit stål
-

Mekaniske greb med fire reb appelsinskal
-

Mekanisk gribespand med fire reb
-

Elektrohydrauliske rektangulære gribere
-

Elektrohydrauliske Clamshell-greb
-

Elektrohydrauliske appelsinskræller, hydrauliske kaktusgreb
-

Grib til elektrisk motor
-

Elektrisk Monorail gribespand med Monorail hejs
-

Fjernbetjening Clamshell Gribs
-

Mekaniske to-reb Clamshell-greb
-

Trægreb
-

Grab-spand med enkelt reb
-

Rengøringsmaskiner til affaldsstativ
-

Uddybningsgreb
-

Trimningsgreb
-
- Kranspreder
-
Kran Reservedele
-

Kranskiver
-

Ståltovskiver
-

Kranetromle
-

Kranvogn
-

Elektrisk spil
-

Kranførerkabine
-

Overheadkranbremser
-

Overheadkrankabler
-

Overhead kran reb guider
-

Luftkranledere og strømforsyningsledninger
-

Skinner til traverskraner
-

Skinneklemmer til traverskraner
-

Traverskranmotorer
-

Reduktionsgear til traverskraner
-

Koblinger til traverskran
-
- Kranhjul
-
Grib Bøtter
- Selskab
- Kontakt












































-
Industrier
-
Generel fremstilling
-
Affaldshåndtering
-
Præfabrikeret
-
Strøm
-
Sten
-
Papirfremstilling
-
Metalproduktion
-
Brobygning
-
Havnekraner: Til håndtering af containere og bulkmaterialer
-
Traverskraner til olie- og gasindustrien: Forbedrer driftseffektiviteten
-
Marinekraner til effektiv lastning på skibe
-
Traverskraner til bilindustrien: Effektive automatiseringsløsninger
-
Traverskranløsninger til jernbaner: Sporlægning, vedligeholdelse af rullende materiel og containerhåndtering
-
Traverskraner til fødevarer og drikkevarer: Pålidelige løsninger til effektiv håndtering
-
Traverskraner til effektiv fremstilling af cement, glas, mursten og præfabrikeret beton
-
Traverskraner til luftfartsindustrien: Flyvedligeholdelse og montering
-
Traverskraner til luftfart: Præcisionsløft til raketopsendelse og -transport
-
-
Produkter
-
Løftekraner
-
Enkeltbjælke overheadkraner
-
Dobbeltdrager overhead kraner
-
Europæiske type enkeltbjælkekraner
-
Europæiske dobbeltbjælkekraner
-
Eksplosionssikre traverskraner
-
Grab og magnetiske traverskraner
-
Monorail kraner
-
Støbehovedkraner
-
Isolering traverskraner
-
Løftekraner med lav frihøjde
-
Få fat i traverskraner
-
Løse overhead kraner
-
Underhængte traverskraner
-
Elektromagnetiske traverskraner
-
Arbejdsstationskraner
-
Fritstående arbejdsstationsbrokraner
-
Loftmonteret brokran
-
Manuelle traverskraner
-
-
Gantry kraner
-
Semi portalkraner
-
Enkeltbjælke portalkraner
-
Dobbeltbjælke portalkraner
-
Container portalkraner
-
Truss portalkraner
-
Justerbare portalkraner
-
Bærbare portalkraner
-
Europæiske portalkraner
-
Portalkraner i aluminium
-
Gummibelagte containerportalkraner
-
Skinnemonterede containerportalkraner
-
Skibsværfts portalkran
-
Europæiske portalkraner med enkelt bjælke
-
Europæiske dobbeltbjælkeportalkraner
-
- Fokkekraner
- Særlige kraner
- Elektriske hejser
- Overførselsvogne
-
Løftekraner
-
Kran dele
-
Grib Bøtter
-
Elektrisk gribespand i rustfrit stål
-
Mekaniske greb med fire reb appelsinskal
-
Mekanisk gribespand med fire reb
-
Elektrohydrauliske rektangulære gribere
-
Elektrohydrauliske Clamshell-greb
-
Elektrohydrauliske appelsinskræller, hydrauliske kaktusgreb
-
Grib til elektrisk motor
-
Elektrisk Monorail gribespand med Monorail hejs
-
Fjernbetjening Clamshell Gribs
-
Mekaniske to-reb Clamshell-greb
-
Trægreb
-
Grab-spand med enkelt reb
-
Rengøringsmaskiner til affaldsstativ
-
Uddybningsgreb
-
Trimningsgreb
-
- Kranspreder
-
Kran Reservedele
-
Kranskiver
-
Ståltovskiver
-
Kranetromle
-
Kranvogn
-
Elektrisk spil
-
Kranførerkabine
-
Overheadkranbremser
-
Overheadkrankabler
-
Overhead kran reb guider
-
Luftkranledere og strømforsyningsledninger
-
Skinner til traverskraner
-
Skinneklemmer til traverskraner
-
Traverskranmotorer
-
Reduktionsgear til traverskraner
-
Koblinger til traverskran
-
- Kranhjul
-
Grib Bøtter
- Selskab
- Kontakt




Single Girder vs Double Girder Overhead Crane: The Complete Selection Guide for Industrial Buyers
Indholdsfortegnelse
If your operating conditions involve light loads, low-frequency use, and single-shift operations, a single girder overhead crane is the more economical choice in the vast majority of scenarios. This is because the purchase cost is typically 30%–50% lower than that of a double girder overhead crane with equivalent specifications, installation is faster, and the requirements for the factory building are less demanding. However, if your production pace is intense, lifting operations are frequent, or the required tonnage falls within the overlap range where both single girder overhead cranes and double girder overhead cranes are viable options. Don’t make a final decision just yet. Read on, and let’s break down the numbers.
The Real Difference in Wheel Load
Most buyers form the impression from specification sheets that single girder overhead cranes are lightweight and inexpensive, while double girder overhead cranes are heavy and costly. While true, this misses the crucial point. The real difference lies not in the visible specifications, but in something unseen: wheel load.
Consider the specifications from an actual DAFANGCRANE case study: a 10-ton LD single girder overhead crane with an 18-meter span. Under full-load conditions, the maximum wheel load is 65.4 kN and the minimum is 14.5 kN. When the trolley travels to the end position with a 10-ton load, the two wheels on the load side each exert a pressure of approximately 6.7 tons, while the two wheels on the opposite side each exert less than 1.5 tons—a 4.5-fold difference between the two sides.
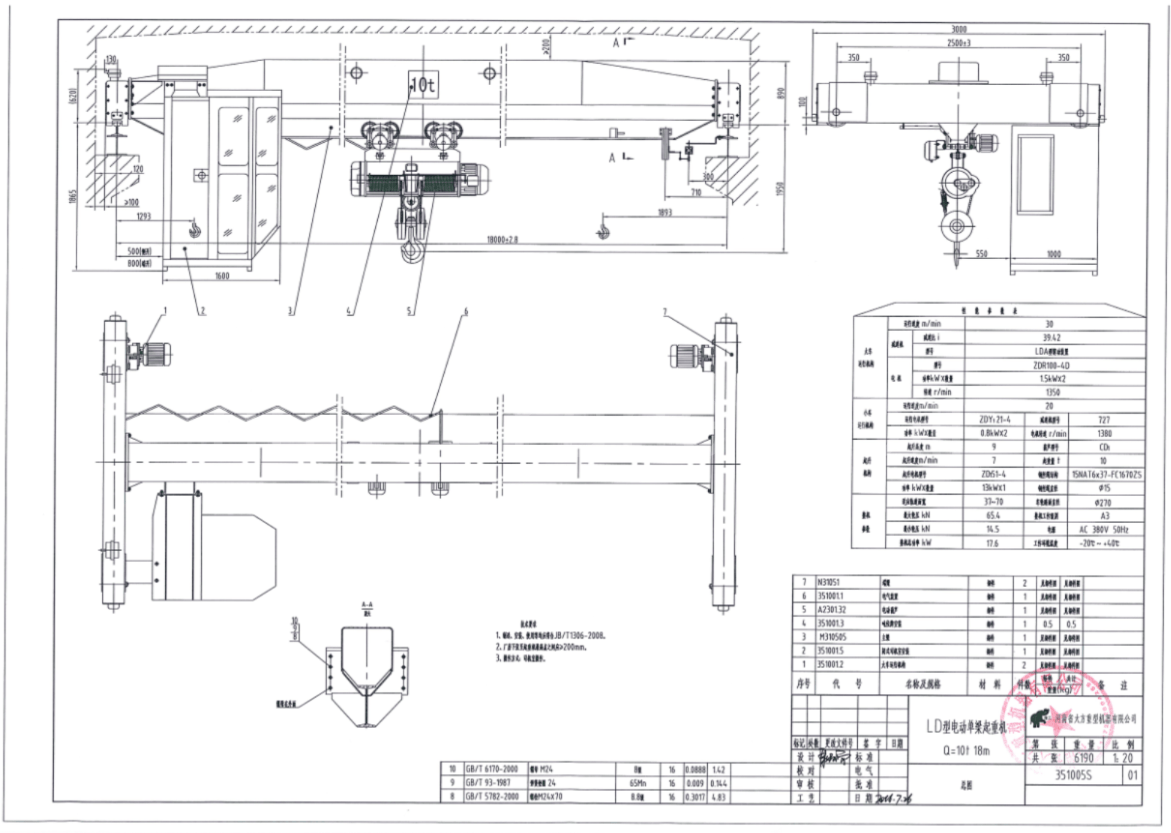
Why is there such a significant difference? A single girder overhead crane features only one main girder, with the hoist suspended off-center to run along the bottom flange on one side. The load generates not only a vertical bending moment but also a torsional moment acting around the longitudinal axis of the main girder. This torque is transmitted through the end trucks to the wheels, maximizing the wheel load on the side carrying the load while minimizing it on the opposite side. However, the minimum wheel load cannot fall below a certain threshold. If it does, the adhesion between the wheel and the rail becomes insufficient, potentially causing the crane to slip during startup or braking. Therefore, the 14.5 kN figure is not arbitrary. It represents an equilibrium point determined by the end truck span, the single girder overhead crane’s dead weight, and the stabilizing moment.
What does this eccentric loading effect mean for the factory building? Your runway beams and corbels are not subjected to a uniformly distributed load; instead, they bear a concentrated load that shifts back and forth with the position of the trolley. The point of maximum wheel pressure moves along with the trolley. When designing the runway beams, you cannot base calculations on “average values”. You must verify the cross-section against the most unfavorable loading condition—specifically, the bending moment and shear force generated when the maximum wheel pressure acts at the mid-span of the beam.
Double girder overhead cranes do not experience this level of off-center loading. With the two main girders arranged symmetrically and the hoist trolley traveling centrally between them, the load is evenly distributed across the end carriages via both girders; the difference in wheel pressure between the left and right sides typically falls within a factor of 1.2 to 1.5. This is not a case of “even distribution because the double girder overhead crane structure is heavy”. Rather, it is the structural design itself that ensures load symmetry.
Another difference lies in the hook height. On a single girder overhead crane, the hoist is suspended beneath the main girder; for example, a 10-ton CD1 wire-rope hoist typically has a minimum clearance of around 560 mm from the hook to the top of the rail. Even when the hook is raised to its limit, it cannot enter the space above the girder’s bottom; this vertical space is effectively lost when calculating the lifting height. In contrast, the hoist trolley of a double girder overhead crane sits on rails atop the main girders, allowing the hook to rise into the space between the two girders without encroaching on the effective lifting height beneath them.
If you are constructing a new facility, both issues can be easily managed. During the design phase, you can simply have the structural engineer size the corbel cross-sections based on the maximum wheel load and allow an extra half-meter of elevation—a minor adjustment that adds almost no cost. However, retrofitting an existing facility is a different story. The corbels are already cast, meaning their cross-sections and load-bearing capacities are fixed. If the wheel load exceeds limits, you face only two choices: reinforce the corbels or switch to a crane configuration with a lower wheel load. The cost and time required for reinforcement often compel clients to choose the latter option. The same logic applies to insufficient overhead clearance: since the roof height is fixed, your only recourse is to reduce the crane’s tonnage or switch to a more compact girder design. In short: for a new facility, you choose the crane; for an existing facility, the building’s constraints make the choice for you.
When a Single Girder Overhead Crane Is the Smarter Choice
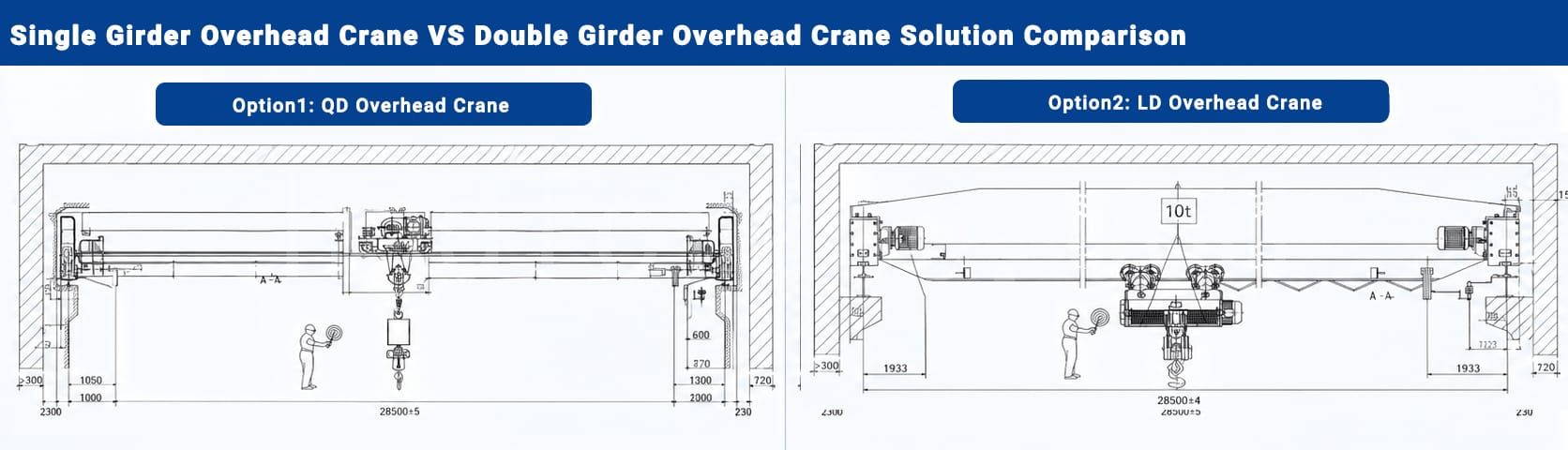
After talking about so much basic knowledge, let’s look at an actual case we encountered, which is more convincing than anything else. We have a customer whose factory span is 28 meters and needs a 10-ton overhead crane. At first glance, the requirements were clear, but when we got to know his working conditions in depth, we found that things were not that simple. His job is divided into two types: most of the time, he is doing light steel component assembly, working 4-6 hours a day, and the lifting frequency is not high, but occasionally. He will receive a batch of heavy steel structure orders, and he needs to work continuously. He asked us: Is a single girder overhead crane enough? We gave him two sets of plans at the same time, allowing him to see clearly the differences:
| Comparison Item | QD dobbeltdrager traverskran | LD Enkeltdrager traverskran |
|---|---|---|
| Structure Type | Double girder structure; the trolley runs between the two main girders | Single girder structure; the hoist trolley runs underneath the main girder |
| Løftekapacitet | 10 tons | 10 tons |
| Spændvidde | 28 meters | 28 meters |
| Løftehøjde | Higher (large lifting space available) | Relatively lower |
| Crane Travel Speed | 20 m/min | 20 m/min |
| Long Travel Mechanism | The overhead crane runs on top of the double girders | The trolley runs on the bottom flange of the single girder |
| Duty Classification | A5 | A3 |
| Strømforsyning | 3-Phase 380V 50Hz | 3-Phase 380V 50Hz |
| Belastningskapacitet | High (suitable for heavy-duty and high-frequency use) | Moderate (suitable for medium-duty and low-frequency use) |
| Applicable Scenarios | Heavy industries, frequent operations, heavy-tonnage lifting | Light industries, low-frequency operations, small to medium-sized workshops |
| Fordele | Strong load-bearing capacity, excellent stability, long service life | Simple structure, light deadweight, low initial cost, easy installation and maintenance |
| Ulemper | Large deadweight, high initial investment, high energy consumption | Relatively low load capacity, slightly poor stability, limited lifting height |
| Pris | 230,000 RMB | 70,000 RMB |
For the same factory building and the same specifications. 10-ton capacity and a 28-meter span—3m was a ¥160,000 price difference between the two proposals. Upon seeing this comparison, the client’s initial reaction was the same as most of ours: “How is the single-girder overhead crane so much cheaper? Are they cutting corners somewhere?” The answer is no. These two overhead cranes were simply designed for different types of work.
- Proposal 1 was configured to the A5 standard: it featured a hardened-gear reducer, larger-diameter drums and sheaves, high-grade motor insulation, and a “three-in-one” drive mechanism. Double girder overhead crane was designed to operate 16 hours a day with over a dozen lifts per hour, ensuring a decade of trouble-free service. While its 3.2 m/min lifting speed might seem slow, it includes a 0.32 m/min low-speed mode. That slow speed is essential for tasks like mold closing and precision positioning—operations where speed isn’t just unnecessary, but actually undesirable.
- Proposal 2 was configured to the A3 standard: single girder overhead crane used a standard industrial reducer and conventional wire rope setup. Designed for 4–6 hours of daily operation with a more moderate lifting pace, it is agile and responsive. In fact, its 8 m/min lifting speed is more than double that of Proposal 1. If your daily routine involves loading and unloading steel components weighing a few tons, proposal 2 is not only sufficient but also more efficient.
Ultimately, the key isn’t whether a single-girder or double girder overhead crane is “better,” but rather which duty class suits your specific operating conditions. Assigning A5-level tasks to an A3 overhead crane will cause gearbox failure within six months; conversely, using an A5 overhead crane for A3-level tasks means the extra ¥160,000 investment might never pay for itself. As for the client in question? He chose the single girder overhead crane. After reviewing his orders from the past three years, he realized that over 90% of his work involved light steel structures, with an average daily operation time of less than six hours. He only handled heavy steel orders requiring overtime rushes two or three times a year. For him, spending an extra ¥160,000 for those few occasions didn’t make financial sense. Instead, he used the saved budget to upgrade his painting line and CNC cutting machine. Investments that offered a far greater boost to product quality than the overhead crane upgrade would have.
Summary and Recommendations:
- If your production requirements involve heavy loads, high-frequency operation, and long duty cycles, Option 1 (QD double girder overhead crane) is recommended.
- If your production requirements involve moderate loads, low-frequency usage, and a limited budget, Option 2 (LD single girder overhead crane) is recommended.
Overhead Crane TCO Decides What You Should Buy
This is a topic most comparative articles sidestep. Why? Because there is no standard answer for this capacity range. Yet this is precisely where every decision you make translates into real money. For loads between 10 and 20 tons, both single girder overhead crane and double girder overhead crane designs are technically feasible. So, how do you choose? Try looking at it from a different angle: don’t just focus on the purchase price; consider the Total Cost of Ownership (TCO). An overhead crane typically serves for 20 years, and the money you spend on it goes far beyond the initial acquisition cost. When we break down the cost data from projects we’ve handled over the past decade or more, the total cost of ownership consistently falls into these four categories:
| Cost Component | Share of 20 Year TCO | Beskrivelse |
|---|---|---|
| Initial Procurement | 25% – 35% | Equipment price + Transportation + Installation & Commissioning + Acceptance inspection |
| Maintenance & Service | 40% – 50% | Routine inspections, Wear parts replacement, Periodic overhauls |
| Energy Consumption | 10% – 15% | Power consumption of hoisting and long/cross travel motors |
| Unplanned Downtime | 10% – 20% | Breakdown repairs + Production interruption losses |
In other words, the price you see at first glance represents only a small fraction of the total cost you will incur for this crane over the next 20 years. More than two-thirds of the total expense will be drained from your pocket—cent by cent—through maintenance fees, electricity costs, and losses due to breakdowns. Let us compare the relative costs by examining the total expenditure for a single girder and double girder overhead crane over a 20-year service life across five typical scenarios:
| Scenario | Single Girder Overhead Crane TCO (Relative) | Dobbelt bjælke Overheadkran TCO (Relative) | Recommendation |
|---|---|---|---|
| 10t / A3 / Light Duty | 1.0 (Benchmark) | 2.0 – 2.5 | Single girder overhead crane — Extra money spent will never be recovered |
| 10t / A5 / Medium Duty | 1.4 – 2.0 | 1.8 – 2.5 | Double girder overhead crane — Total cost begins to reverse in 6 to 8 years |
| 15t / A4 / Light Duty | 1.2 – 1.4 | 2.0 – 2.3 | Single girder overhead crane remains advantageous |
| 15t / A5 / Heavy Duty | 2.0 – 2.5 | 2.0 – 2.5 | Total cost is close, but double girder overhead crane reliability overwhelms single girder |
| 20t / A5 / Heavy Duty | Not Recommended | 2.2 – 2.8 | Double girder overhead crane is the only choice |
The logic behind the table above is simple: while the initial price difference is fixed, subsequent costs depend on your specific operating conditions. For light-load, single-shift operations, an A3 single girder overhead crane is perfectly adequate; the extra cost. More than double the price of an A5 double girder overhead crane would yield no real benefit over a 20-year lifespan. It is akin to buying an off-road vehicle just for city commuting: the extra money spent buys you no added value.
Conversely, for heavy-load, double-shift operations, the additional ¥160,000 spent on an A5 double girder overhead crane buys a more durable structure and reduced downtime. This price difference pays for itself within roughly 6 to 8 years through savings on repairs and the avoidance of production losses, making it increasingly cost-effective over time.
The conclusion: choose a single girder overhead crane for light-load, single-shift work, and a double-girder overhead crane for heavy-load, double-shift work. Don’t let the initial price tag decide for you; let your operating conditions dictate the choice.
Most selection guides simply tell you “what to choose.” We believe that understanding “what happens if you choose wrong” is far more helpful to buyers.
I Beam vs Box Beam: What the Girder Type Means for Your Crane Decision
When discussing single-girder and double girder overhead cranes, most articles stop at the number of main girders. However, there is another dimension rarely explored in depth: the cross-sectional profile of the main girder. Why do single girder overhead cranes use I-beams, while double girder overhead cranes use box girders? This is not merely a matter of material selection; it fundamentally determines the differences between the two types of cranes regarding rigidity, dead weight, wheel load, and headroom.
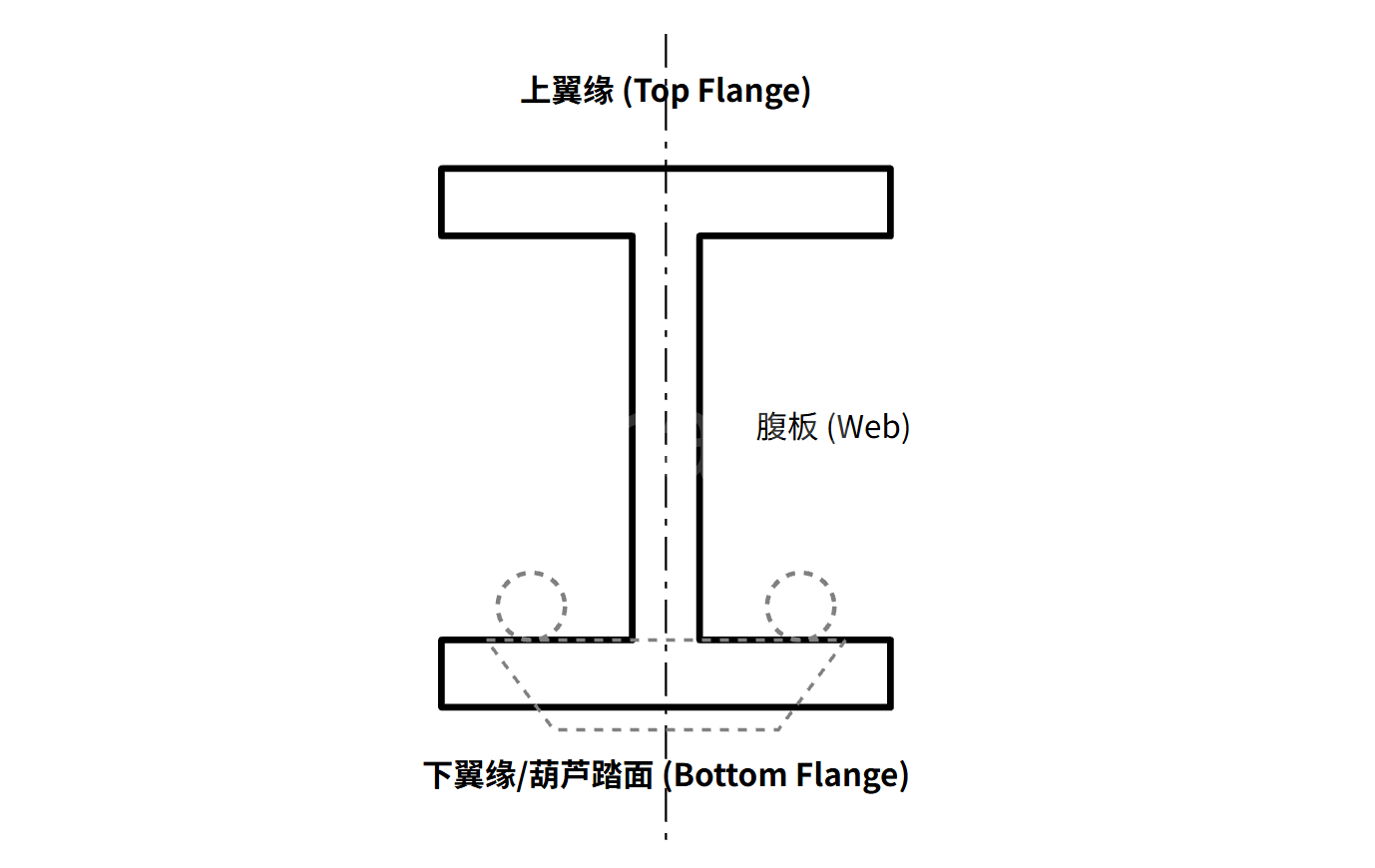
For traditional single-girder overhead cranes, the standard configuration for the main girder is a hot-rolled H-beam (GB/T11263) or a welded I-beam. The hoist is suspended directly from the bottom flange of the main girder, with the hoist wheels traveling along the surface of that bottom flange. There are two engineering justifications for this design:
- First, the operating mechanism of the hoist dictates that the cross-section must be open. With the hoist suspended beneath the beam and its wheels running along the flange. A configuration involving underslung mounting and bottom-flange tracking. The main beam naturally requires an I-shaped cross-section featuring both top and bottom flanges. You cannot suspend a hoist beneath a closed box girder and have it run along the bottom; that arrangement belongs to the structural logic of double girder overhead cranes.
- Second, there is the factor of manufacturing cost-effectiveness. Hot-rolled I-beams are standard profiles produced directly by steel mills; they emerge from the rolling mill with their top and bottom flanges and web already formed, eliminating the need to weld together four separate steel plates as is required for box girders. For the maximum tonnage and typical spans of single girder overhead cranes, standard I-beams offer sufficient strength and rigidity, making the performance gains achieved through more complex manufacturing processes not worth the extra cost.
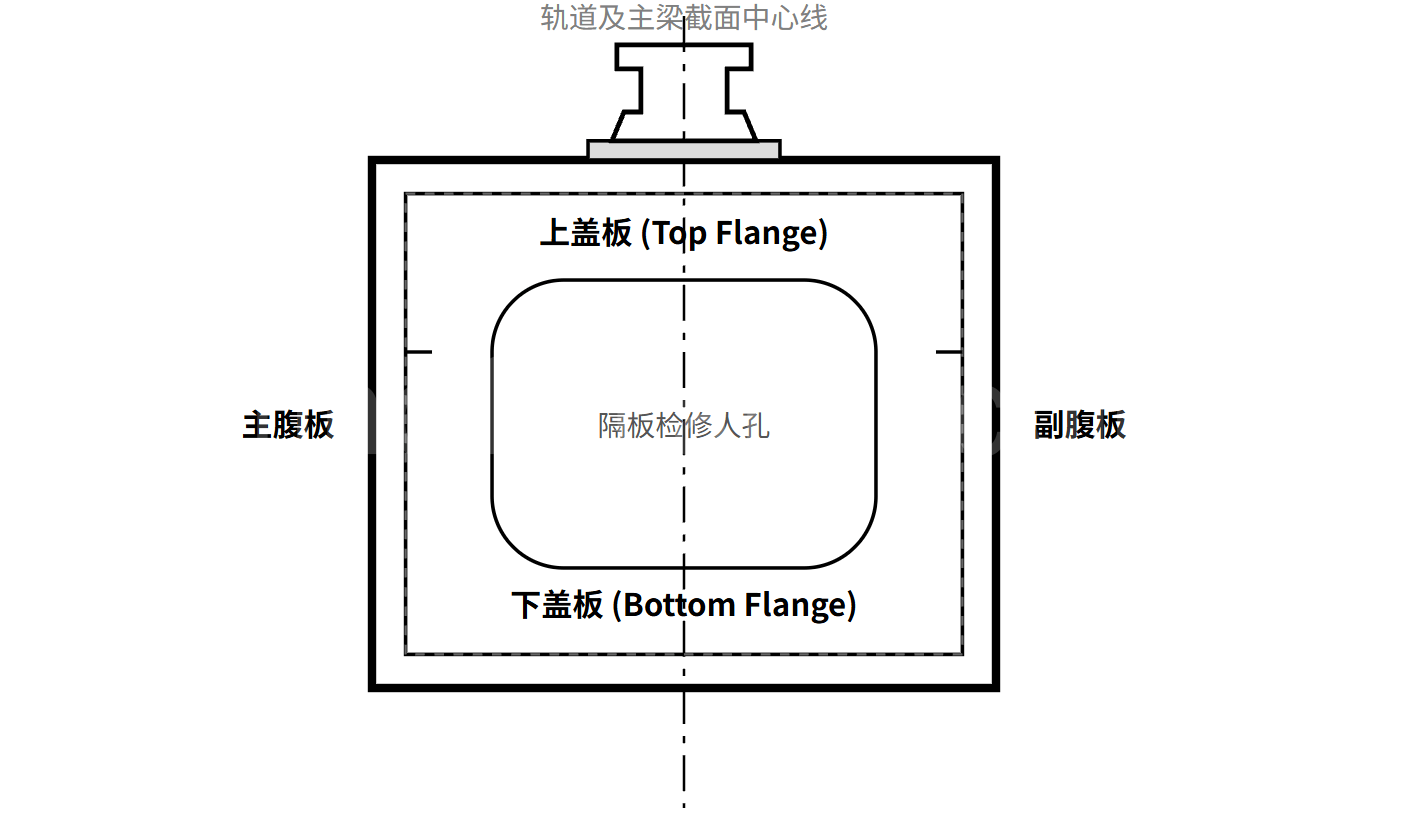
For traditional double girder bridge cranes, the standard configuration for the main girders is the welded box girder. This consists of four steel plates welded together to form a closed rectangular cross-section, with internal transverse diaphragms spaced at regular intervals. This choice is dictated by the structural configuration itself, rather than one design being inherently “superior” to the other:
- First, because the trolley travels along the top of the girders, there is greater freedom in the choice of cross-section. In a double-girder setup, the trolley runs on rails atop the two main girders; the girder cross-section is no longer constrained by the need to accommodate a “suspended hoist + bottom-flange rail support” arrangement. Designers are free to select the cross-sectional shape that offers the best mechanical performance, and the closed rectangular cross-section (box girder) happens to be one of the optimal solutions for both bending and torsional resistance.
- Second, the two girders work in tandem to bear loads, shifting torsional resistance from an “individual effort” to a “collaborative frame action.” The two main girders and two end carriages form a closed rectangular frame in the horizontal plane. When the trolley operates at mid-span, the torsion generated by the load is not borne by a single girder in isolation but is distributed and transmitted through the four corner joints of the entire frame. Mechanically, this is a far more robust and efficient way to handle torsion compared to a single-girder crane, where an H-beam must withstand the twisting forces on its own.
The conclusion is actually quite simple: using an I-beam for a single-girder overhead crane isn’t just about “cutting costs,” and using a box girder for a double-girder overhead crane isn’t simply about “upscaling” the design. Each cross-sectional form is determined by its specific structural load-path requirements. Next time someone tells you that “double-girder cranes are simply superior to single-girder ones,” you can tell them: it has nothing to do with superiority; the decision of whether the trolley runs on top or is suspended underneath effectively dictates the choice of the main girder’s cross-section.
What Happens When You Get It Wrong: 5 Selection Mistakes
Mistake 1: Focusing solely on tonnage while ignoring the duty class
This is the most common, and costliest. Mistake in our industry. A cement plant client in Pakistan purchased a 20-ton double-girder crane for their production line. On paper, the specifications seemed perfect: a 20-ton double-girder unit—robust and stable enough for the job.
The problem lay in the duty class. They purchased an A4/A5 class overhead crane—units designed for intermittent maintenance tasks. However, the actual operating conditions involved continuous production for 16 hours a day, with an average of 12 to 15 lifts per hour. Within six months, the gearbox gears began to show signs of pitting, wire rope wear was three times the normal rate, and two motors burned out due to frequent starting and stopping. For a 20-ton crane, the difference between A3 and A5 configurations goes far beyond just swapping a nameplate: A5 requires hardened-gear reducers, larger-diameter drums and sheaves, and higher-grade motor insulation. These factors combined can result in a 50% to 90% difference in purchase price. Yet, that investment is certainly cheaper than the cost of halting production for equipment repairs.
Mistake 2: Pursuing “bigger is better” and over-selecting models
The daily lifting requirements of a machine shop are only 2-3 tons. But at that time, the boss said, “What if I have to lift something big in the future?”, so he bought a 10-ton single beam.
Consequence: Bigger tonnage means bigger motors. A 10-ton hoist motor usually starts at 7.5kW, while a 3-ton hoist only requires 3kW. Running 8 hours a day will cost you more than a year in electricity bills. What’s more troublesome is that the dead weight of the large-tonnage hoist makes the main beam heavier, and the rails and corbels are also increased. The tracks have developed uneven sinking after years of use. Because the original building was not designed according to this actual load.
Mistake 3: Determining span based on building dimensions rather than the actual working area.
If the factory building is 24 meters wide, do you simply buy a crane with a 24-meter span? Unless your working area truly extends from wall to wall, this is a waste.
Our general recommendation is: Span = Actual working area width + 1.5 meters of safety clearance for the hook head. If the area you actually need to cover is 18 meters, purchasing a 22-meter span crane saves a significant amount of money compared to a 24-meter one. A main girder that is 2 meters shorter reduces dead weight by approximately 8%, lowers transportation costs, and simplifies installation.
There is also a more significant hidden cost: the greater the span, the greater the deflection. At full load, the downward deflection of a 24-meter span crane might exceed 32mm. While this remains within the L/600 standard, it noticeably impacts the operating experience: moving the trolley toward the center feels like pushing a load downhill, while moving toward the ends feels like pushing uphill. Operators must constantly adjust their inputs, leading to a visible drop in efficiency.
Mistake 4: Ignoring the adverse effects of excessive duty ratings
In contrast to Error 2, consider a food packaging workshop that operates for only two hours a day with very infrequent lifting cycles, yet purchased an A5-rated crane. A5 brakes are designed for frequent starts, maintaining a stable friction coefficient under constant dry friction. But what happens during long periods of inactivity? Dust accumulates on the brake surfaces, causing abnormal noise and shuddering during the initial braking action after startup. Within three months, the brake pads wear unevenly. We have seen similar cases—in the most extreme instances, brakes had to be replaced quarterly. This is not a quality issue, but a mismatch in equipment selection; an A3 rating is sufficient for light-load, low-frequency operations.
Mistake 5: Focusing only on the initial quote rather than the 20 year total cost
This is the most insidious error. Many procurement decisions are made within a “lowest-bidder-wins” framework, where the budget considers only the purchase price, while operations and maintenance costs are viewed as another department’s concern—irrelevant to the decision-maker.
However, you will be living with this crane for over 20 years. Every extra dollar spent at the time of purchase amounts to a negligible annual sum when amortized over two decades. Conversely, every dollar saved upfront may well be paid back through higher maintenance costs starting as early as the third year.
In the realm of industrial procurement, there is a golden rule proven time and again: there is no such thing as bad equipment—only equipment that is ill-suited to the task at hand. A single-girder overhead crane paired with an H-beam isn’t about cutting corners; it’s about using a lightweight, cost-effective design to serve agile, fast-paced production lines. Conversely, a double-girder crane with a box-girder design isn’t about piling on excess material; it’s about employing a rock-solid structural framework to tackle the grueling demands of high-frequency, heavy-load operations where downtime simply isn’t an option.
As a buyer, your primary task isn’t to determine whether a single-girder or double-girder crane is more “premium.” Instead, like a shrewd accountant, you should meticulously calculate exactly what tasks the equipment will perform in your workshop over the next twenty years, how many hours it will operate, and how much value it will generate for your business.
The art of procurement often lies in the restraint of finding the “perfect fit.” Don’t let the initial price tag dictate your choice; let the operational requirements guide your decision—after all, the hard cash you save can always be reinvested into upgrading your core production lines.

Jeg er Cindy, med 10 års erhvervserfaring i kranindustrien og oparbejdet et væld af faglig viden. Jeg har valgt de tilfredsstillende kraner til 500+ kunder. Hvis du har behov eller spørgsmål til kraner, er du velkommen til at kontakte mig, jeg vil bruge min ekspertise og praktiske erfaring til at hjælpe dig med at løse problemet!
Send din forespørgsel
- E-mail: sales@hndfcrane.com
- WhatsApp: +86 191 3738 6654
- Telegram: +86 191 3738 6654
- Tlf.: +86-373-581 8299
- Fax: +86-373-215 7000
- Tilføj: Changnao Industrial District, Xinxiang City, Henan-provinsen, Kina
 WeChat
WeChat
- Løftekraner
- Dobbeltdrager overhead kraner
- Enkeltbjælke overheadkraner
- Europæiske type enkeltbjælkekraner
- Eksplosionssikre traverskraner
- Grab og magnetiske traverskraner
- Monorail kraner
- Støbehovedkraner
- Arbejdsstationskraner
- Fokkekraner
- Vægmonterede svingkraner
- Wall Travelling Jib Cranes
- Fritstående svingkraner
- Aluminiumsvingkraner: Let, jævnt roterende arm for nem løftning
- Balancesvingkraner: Effektiv let løftning til mekanisk montering over korte afstande
- Manuelle fritstående svingkraner: Effektive manuelle løfteløsninger til operationer med begrænset plads
- Elektriske fritstående svingkraner: Fuldt elektrisk løsning til hurtig løft med høj kapacitet
- Leddelte svingkraner: Præcisionsløft med dobbeltarmsfleksibilitet
- Gantry kraner
- Dobbeltbjælke portalkraner
- Semi portalkraner
- Enkeltbjælke portalkraner
- Truss portalkraner
- Container portalkraner
- Justerbare portalkraner
- Bærbare portalkraner
- Europæiske portalkraner
- Industrier
- Generel fremstilling
- Affaldshåndtering
- Præfabrikeret
- Strøm
- Sten
- Papirfremstilling
- Metalproduktion
- Brobygning
- Havnekraner: Til håndtering af containere og bulkmaterialer
- Traverskraner til olie- og gasindustrien: Forbedrer driftseffektiviteten
- Marinekraner til effektiv lastning på skibe
- Traverskraner til bilindustrien: Effektive automatiseringsløsninger
- Elektriske hejser
- Elektriske wireløftere
- Elektriske kædetaljer
- Elektriske hejser af europæisk type
- Europæiske elektriske kædetaljer: Jævn drift, lav støj og energieffektivitet
- Manuelle løfteanordninger: Ideel til træk- og løfteopgaver
- Håndkædetaljer: Manuel løftning til områder uden strøm
- Elektriske løftere med lav frihøjde: Kompakt design for maksimal pladseffektivitet
- Pneumatiske kædetaljer: Nem håndtering til industriel brug
- Eksplosionssikre manuelle kædetaljer: Gnistsikker konstruktion af kobberlegering til eksplosionsfarlige områder
- Eksplosionssikre elektriske kædetaljer til løft i farlige områder
- Om
- Sager
- Nyheder
- Ofte stillede spørgsmål
- Hent
- Blogs
- Onlineværktøjer til beregning af kranhjulsbelastning
- VR Panorama
- Kontakt os
- E-mail: sales@hndfcrane.com
- WhatsApp: +86 191 3738 6654
- Telegram: +86 191 3738 6654
- Tlf.: +86-373-581 8299
-
