
-
Industrieën
-

Algemene productie
-

Afvalverwerking
-

Prefab
-

Stroom
-

Steen
-

Papier maken
-

Metaalproductie
-

Brug constructie
-

Havenkranen: voor het verwerken van containers en bulkmateriaal
-

Bovenloopkranen voor de petroleum- en gasindustrie: Verbeter de operationele efficiëntie
-

Maritieme kranen voor efficiënt laden van vracht op schepen
-

Bovenloopkranen voor de auto-industrie: efficiënte automatiseringsoplossingen
-

Bovenloopkraanoplossingen voor spoorwegen: spoor leggen, onderhoud van rollend materieel en containerafhandeling
-

Bovenloopkranen voor de voedings- en drankenindustrie: betrouwbare oplossingen voor efficiënte handling
-

Bovenloopkranen voor efficiënte cement-, glas-, baksteen- en prefab betonproductie
-

Bovenloopkranen voor de luchtvaartindustrie: vliegtuigonderhoud en -assemblage
-

Luchtvaartbovenloopkranen: nauwkeurig hijsen voor raketlancering en -transport
-
-
Producten
-
Bovenloopkranen
-

Enkele ligger bovenloopkranen
-

Dubbelligger bovenloopkranen
-

Europese enkelligger bovenloopkranen
-

Europese type dubbelligger bovenloopkranen
-

Explosieveilige bovenloopkranen
-

Grijper en magnetische bovenloopkranen
-

Monorailkranen
-

Gieterij Bovenloopkranen
-

Werkstationkranen
-

Isolatie Bovenloopkranen
-

Bovenloopkranen met lage doorrijhoogte
-

Grijp bovenloopkranen
-

Schep bovenloopkranen
-

Ondergehangen bovenloopkranen
-

Elektromagnetische bovenloopkranen
-

Handmatige bovenloopkranen
-

Plafondgemonteerde brugkraan
-

Vrijstaande werkstationbrugkranen
-
-
Portaalkranen
-

Semi-portaalkranen
-

Enkelligger portaalkranen
-

Dubbelligger portaalkranen
-

Portaalkranen voor containers
-

Truss-portaalkranen
-

Verstelbare portaalkranen
-

Draagbare portaalkranen
-

Europese portaalkranen
-

Aluminium portaalkranen
-

Container portaalkranen met rubberen banden
-

Rail gemonteerde container portaalkranen
-

Scheepswerf portaalkraan
-

Europese portaalkranen met enkele ligger
-

Europese dubbelligger portaalkranen
-
- Zwenkkranen
- Speciale kranen
- Elektrische takels
- Transferwagens
-
Bovenloopkranen
-
Kraan Onderdelen
-
Grijp emmers
-

Elektrische roestvrijstalen grijperbak
-

Mechanische vier-touws sinaasappelschillengrijpers
-

Mechanische vier-kabel grijper emmer
-

Elektrohydraulische rechthoekige grijpers
-

Elektrohydraulische grijpers
-

Elektrohydraulische sinaasappelschilgrijpers, hydraulische cactusgrijper
-

Elektrische motorgrijper
-

Elektrische monorailgrijper met monorailtakel
-

Afstandsbediening Clamshell-grijpers
-

Mechanische twee-touwen grijpers
-

Houtgrijpers
-

Enkele touwgrijper emmer
-

Afvalrekreinigingsmachines
-

Baggergrijpers
-

Trimgrijpers
-
- Kraan spreider
-
Kraan reserveonderdelen
-

Staalkabel Schoven
-

Kraankabeltrommel
-

Kraanwagen
-

Elektrische lier
-

Cabine voor kraanmachinist
-

Bovenloopkraan remmen
-

Kabels voor bovenloopkranen
-

Kabelgeleiders voor bovenloopkranen
-

Bovenloopkraangeleiders en stroomtoevoerleidingen
-

Bovenloopkraanrails
-

Bovenloopkraan railklemmen
-

Bovenloopkraanmotoren
-

Bovenloopkraan-reductiekasten
-

Koppelingen voor bovenloopkranen
-
- Kraanwielen
-
Grijp emmers
- Bedrijf
- Contact












































-
Industrieën
-
Algemene productie
-
Afvalverwerking
-
Prefab
-
Stroom
-
Steen
-
Papier maken
-
Metaalproductie
-
Brug constructie
-
Havenkranen: voor het verwerken van containers en bulkmateriaal
-
Bovenloopkranen voor de petroleum- en gasindustrie: Verbeter de operationele efficiëntie
-
Maritieme kranen voor efficiënt laden van vracht op schepen
-
Bovenloopkranen voor de auto-industrie: efficiënte automatiseringsoplossingen
-
Bovenloopkraanoplossingen voor spoorwegen: spoor leggen, onderhoud van rollend materieel en containerafhandeling
-
Bovenloopkranen voor de voedings- en drankenindustrie: betrouwbare oplossingen voor efficiënte handling
-
Bovenloopkranen voor efficiënte cement-, glas-, baksteen- en prefab betonproductie
-
Bovenloopkranen voor de luchtvaartindustrie: vliegtuigonderhoud en -assemblage
-
Luchtvaartbovenloopkranen: nauwkeurig hijsen voor raketlancering en -transport
-
-
Producten
-
Bovenloopkranen
-
Enkele ligger bovenloopkranen
-
Dubbelligger bovenloopkranen
-
Europese enkelligger bovenloopkranen
-
Europese type dubbelligger bovenloopkranen
-
Explosieveilige bovenloopkranen
-
Grijper en magnetische bovenloopkranen
-
Monorailkranen
-
Gieterij Bovenloopkranen
-
Werkstationkranen
-
Isolatie Bovenloopkranen
-
Bovenloopkranen met lage doorrijhoogte
-
Grijp bovenloopkranen
-
Schep bovenloopkranen
-
Ondergehangen bovenloopkranen
-
Elektromagnetische bovenloopkranen
-
Handmatige bovenloopkranen
-
Plafondgemonteerde brugkraan
-
Vrijstaande werkstationbrugkranen
-
-
Portaalkranen
-
Semi-portaalkranen
-
Enkelligger portaalkranen
-
Dubbelligger portaalkranen
-
Portaalkranen voor containers
-
Truss-portaalkranen
-
Verstelbare portaalkranen
-
Draagbare portaalkranen
-
Europese portaalkranen
-
Aluminium portaalkranen
-
Container portaalkranen met rubberen banden
-
Rail gemonteerde container portaalkranen
-
Scheepswerf portaalkraan
-
Europese portaalkranen met enkele ligger
-
Europese dubbelligger portaalkranen
-
- Zwenkkranen
- Speciale kranen
- Elektrische takels
- Transferwagens
-
Bovenloopkranen
-
Kraan Onderdelen
-
Grijp emmers
-
Elektrische roestvrijstalen grijperbak
-
Mechanische vier-touws sinaasappelschillengrijpers
-
Mechanische vier-kabel grijper emmer
-
Elektrohydraulische rechthoekige grijpers
-
Elektrohydraulische grijpers
-
Elektrohydraulische sinaasappelschilgrijpers, hydraulische cactusgrijper
-
Elektrische motorgrijper
-
Elektrische monorailgrijper met monorailtakel
-
Afstandsbediening Clamshell-grijpers
-
Mechanische twee-touwen grijpers
-
Houtgrijpers
-
Enkele touwgrijper emmer
-
Afvalrekreinigingsmachines
-
Baggergrijpers
-
Trimgrijpers
-
- Kraan spreider
-
Kraan reserveonderdelen
-
Staalkabel Schoven
-
Kraankabeltrommel
-
Kraanwagen
-
Elektrische lier
-
Cabine voor kraanmachinist
-
Bovenloopkraan remmen
-
Kabels voor bovenloopkranen
-
Kabelgeleiders voor bovenloopkranen
-
Bovenloopkraangeleiders en stroomtoevoerleidingen
-
Bovenloopkraanrails
-
Bovenloopkraan railklemmen
-
Bovenloopkraanmotoren
-
Bovenloopkraan-reductiekasten
-
Koppelingen voor bovenloopkranen
-
- Kraanwielen
-
Grijp emmers
- Bedrijf
- Contact




Opstelling van bovenloopkranen in het ontwerp van zware machinefabrieken: parameters en lay-out
Inhoudsopgave
In grote machinefabrieken zijn kranen essentiële apparatuur voor materiaalverwerking. Veelvoorkomende typen zijn onder andere bovenloopkranen, portaalkranen, semi-portaalkranen, hangkranen, En wandkranenIn eindassemblagewerkplaatsen, waar werkstukken groot en zwaar zijn, kunnen kranen een hefvermogen van meer dan 100 ton en een landingsbaanhoogte van meer dan tien meter hebben. Zodra de nominale belasting, landingsbaanhoogte en overspanning zijn vastgesteld, hebben ze een directe invloed op de productiecapaciteit en bouwkosten. Een correcte kraanopstelling is daarom cruciaal om te voldoen aan de productiebehoeften, toekomstige productstrategieën te ondersteunen, de kosten van de installatie te beheersen en de veiligheid te garanderen. Dit artikel bespreekt hoe u kranen verstandig kunt opstellen in het ontwerp van grote machinefabrieken.

Het bepalen van de basisparameters van een kraan
De basisparameters van een kraan zijn onder meer het nominale hefvermogen, de hijshoogte, de overspanning en de bedrijfsklasse.
Nominale hefcapaciteit
Dit verwijst naar het maximale totale gewicht dat een kraan mag tillen, inclusief eventuele afneembare hijswerktuigen (of hulpstukken). Bij het ontwerpen van een fabriek is het essentieel om te weten welk product of onderdeel het zwaarst moet worden getild en rekening te houden met mogelijke toekomstige productgroottes als gevolg van industriële trends. Omdat de capaciteit van de kraan de maximale productgrootte van de fabriek beperkt, moet er een marge worden aangehouden voor potentiële groei. Het is ook cruciaal om het gewicht van het hijswerktuig zelf niet over het hoofd te zien. Om veiligheidsredenen mag het totale getilde gewicht de nominale capaciteit van de kraan niet overschrijden.
Kraan overspanning
De overspanning is de horizontale afstand tussen de hartlijnen van de looprails waarover de kraan rijdt. Deze wordt bepaald door de breedte van de werkplaats, die op zijn beurt afhangt van de grootte van de producten, de benodigde ruimte voor bediening en manoeuvreren. In grote machinewerkplaatsen zijn overspanningen van 30 m of 36 m gebruikelijk. De overspanning van de kraan is doorgaans de breedte van de werkplaats minus 1,5 m. Bij kraanopstellingen met een dubbele laag moet de overspanning van de kraan op de bovenste verdieping aansluiten op het constructieontwerp van het gebouw.
Baanhoogte (spoorhoogte)
De baanhoogte heeft betrekking op de maximaal vereiste haakhoogte, die afhangt van hoe hoog de last moet worden gehesen. Deze hoogte wordt berekend op basis van operationele behoeften. Bij het ontwerp moet rekening worden gehouden met de afmetingen van het grootste product en moet de kraanbaanhoogte worden bepaald aan de hand van hoogtetekeningen. Bij grote objecten moet ook de hoogte van het hijswerktuig zelf in de berekening worden meegenomen.
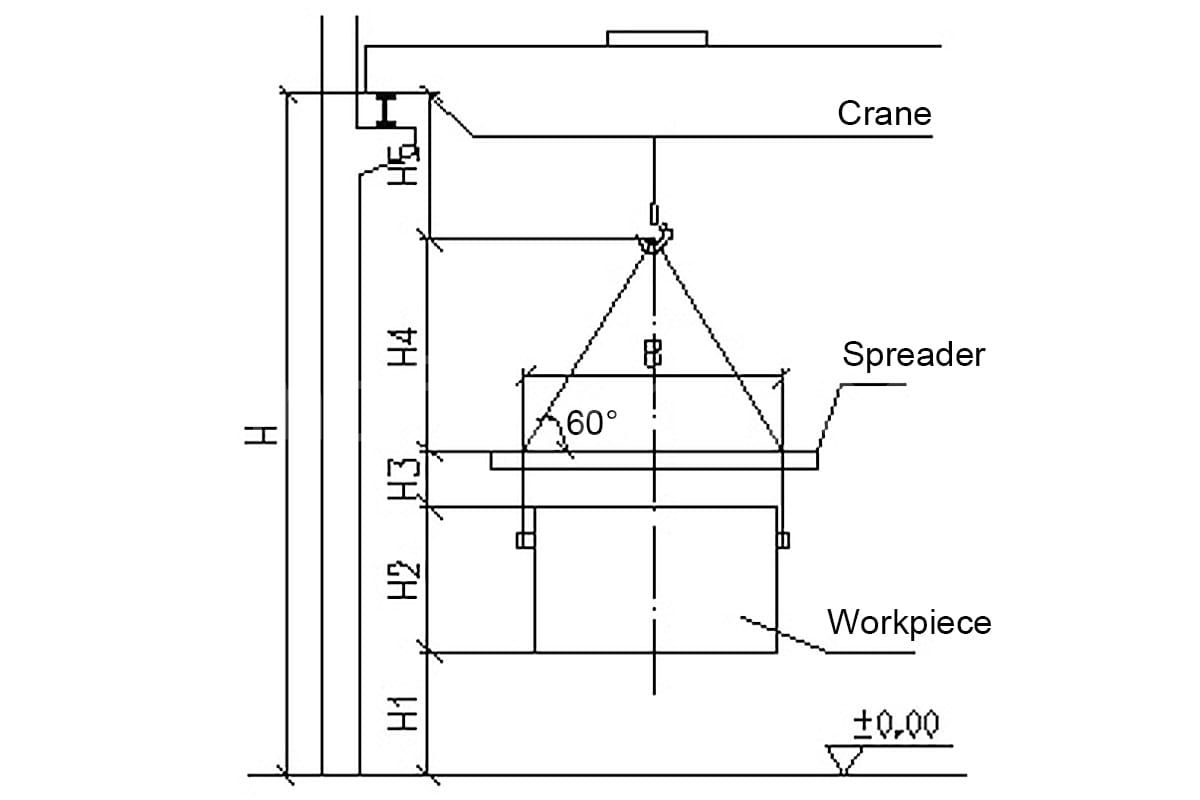
- H1 geeft de netto hefhoogte van het werkstuk weer.
- H2 is de hoogte van het werkstuk.
- B geeft de breedte van het werkstuk aan.
- H3 is de hoogte van de hijsbalk of spreader.
- H4 is de minimale verticale afstand tussen de hijshaak en de hijsbalk, bepaald door de hellingshoek van de staalkabel.
- H5 is de maximale hoogte die de kraanhaak kan bereiken.
- H is de maximale baanhoogte van de kraan.
De netto hefhoogte (H1) moet rekening houden met de hoogte die nodig is om het werkstuk op het testplatform te plaatsen of op een voertuig te laden. Het werkstuk heeft een hoogte van H2 en een breedte van B. Om de veiligheid te garanderen, moet de hoek tussen de staalkabels en de horizontale lijn over het algemeen minimaal 60° bedragen. Dit bepaalt de minimale hoogte van de staalkabel tussen de haak en het hijswerktuig (H4). De maximale hoogte van de kraanrail (H) kan als volgt worden berekend: H = H1 + H2 + H3 + H4 + H5. De ontworpen kraanrailhoogte van de werkplaats moet deze limiet overschrijden.
Bij gebruik van een dubbellaags kraansysteem wordt de railhoogte van de bovenste kraan ook beperkt door de railhoogte van de onderste kraan en de afmetingen van de liggers. Er moet een veilige afstand tussen de liggers van de twee kranen worden aangehouden. In grote machinewerkplaatsen, waar de apparatuur hoog is, moet bij het bepalen van de kraanrailhoogte ook rekening worden gehouden met de afstand tussen de onderkant van de kraanligger en de bovenkant van de apparatuur.
Het bepalen van de werklast van kranen
De werklast van kranen is een kernbegrip dat hun bedrijfseigenschappen weerspiegelt en een belangrijke basis vormt voor het waarborgen van de kraanveiligheid. De classificatie van de werklast van een kraan is gebaseerd op twee factoren gedurende de gehele ontwerplevensduur: de gebruiksfrequentie en het belastingsspectrum. Volgens deze criteria worden kranen ingedeeld in acht werklastklassen, van A1 tot en met A8. Over het algemeen vallen bovenloopkranen die worden gebruikt in bewerkingswerkplaatsen en assemblagewerkplaatsen van mechanische fabrieken onder werklastklasse A5.
Redelijke kraanconfiguratie en -indeling
In grote bewerkings- en assemblagewerkplaatsen zijn de faciliteiten doorgaans ruim en worden werkstukken frequent gehesen. Vooral in assemblagewerkplaatsen kunnen kranen langdurig bezet zijn vanwege de continue hijswerkzaamheden. Daarom omvat het ontwerp vaak meerdere kranen. Een goed doordachte kraanconfiguratie speelt een cruciale rol bij het verbeteren van de productie-efficiëntie, het verlagen van de bedrijfskosten en het waarborgen van de operationele veiligheid.
Tijdens de eindassemblage in de grootschalige machinebouw zijn de meeste componenten klein tot middelgroot, goed voor ongeveer 70%–80% van alle componenten. Deze onderdelen wegen doorgaans enkele honderden kilo's tot enkele tonnen of zelfs tientallen tonnen. Omdat hijswerkzaamheden frequent en tijdrovend zijn, maken dergelijke werkplaatsen vaak gebruik van dubbellaagse kraansystemen. Kleine en middelgrote onderdelen worden voornamelijk door de kranen op de onderste verdieping verplaatst, terwijl grote onderdelen of complete machines door de kranen op de bovenste verdieping worden gehesen.
Lagere kranen hebben over het algemeen een hefvermogen van maximaal 50 ton, waarbij de meeste 32 ton of minder zijn. Het aantal kranen wordt doorgaans vastgesteld op één kraan per 50-60 meter werkplaatslengte. Als de kranen echter vaak bezet zijn of de hijsfrequentie hoog is, kunnen er op specifieke plaatsen meer kleine kranen (10 ton of minder) worden geïnstalleerd. Er zijn verschillende soorten kleine kranen beschikbaar, zoals enkelliggerkranen, semi-portaalkranen, wandloopkranen, En vrijstaande zwenkkranenWandloopkranen zijn onder andere populair in grote machinewerkplaatsen vanwege hun flexibiliteit, het ontbreken van obstakels op de vloer en het feit dat ze geen belemmering vormen voor kranen op hogere hoogte.
Te veel kranen op hetzelfde spoor kunnen echter interfereren met elkaar en de operationele efficiëntie verminderen. Daarom is het van cruciaal belang om het aantal kranen goed te bepalen.
Voor kranen op de bovenste verdieping wordt doorgaans één kraan met een grote capaciteit geïnstalleerd, die meer dan 100 ton of zelfs enkele honderden tonnen kan hijsen, samen met een kleinere kraan met een capaciteit 1 tot 2 verdiepingen lager. Omdat deze kranen met een grote capaciteit duur zijn en hoge operationele kosten met zich meebrengen, moet het aantal ervan strikt worden gecontroleerd.
Bij de daadwerkelijke productie moeten waar mogelijk voorrang worden gegeven aan kranen op een lager niveau. Kleinere kranen moeten, indien haalbaar, worden gebruikt in plaats van kranen met een grote capaciteit.
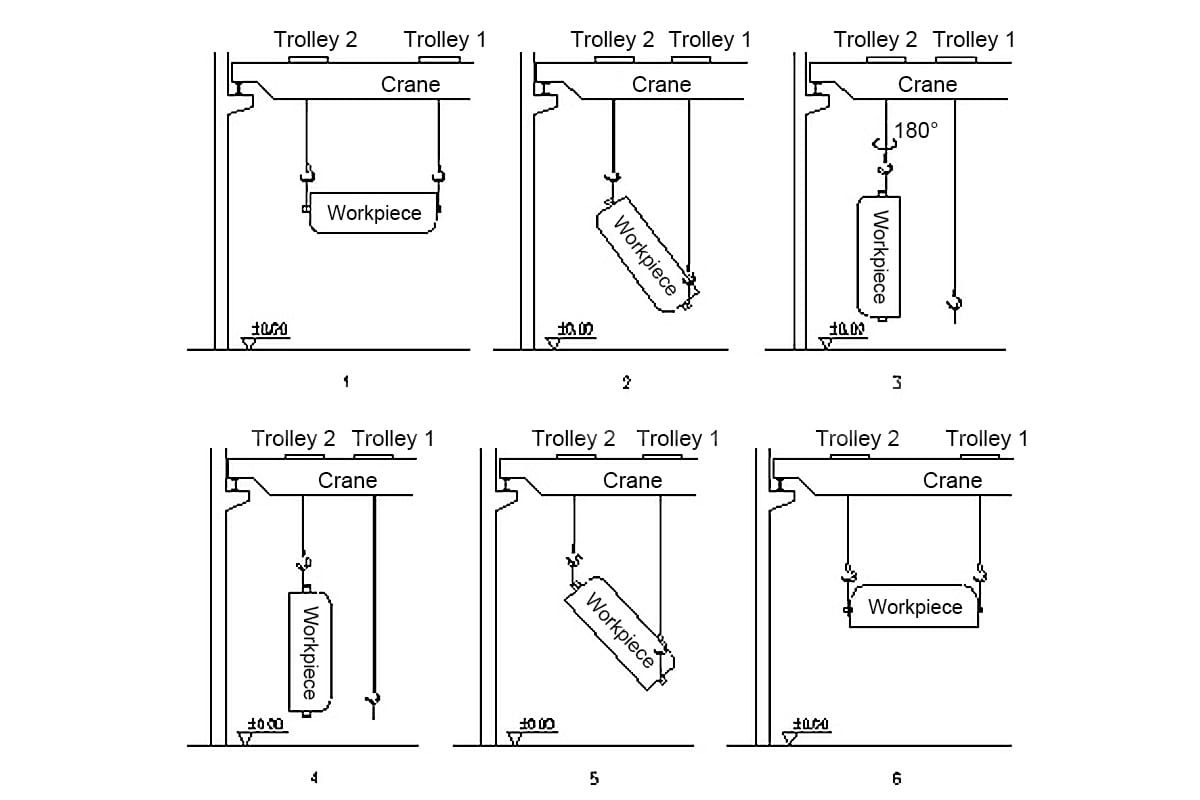
Kraanopstelling voor het omdraaien van grote werkstukken
In grote machinewerkplaatsen is het vaak nodig om zware en grote werkstukken te kantelen. Om plotselinge schokken tijdens het proces te voorkomen, die de kraan en het gebouw zouden kunnen beïnvloeden, kan een kraan met twee loopkatten worden gebruikt. Dit betekent dat één kraan is uitgerust met twee loopkatten met hetzelfde hefvermogen, terwijl het totale hefvermogen van de kraan ongewijzigd blijft.
Tijdens het gebruik tillen de twee karren samen het werkstuk tot een bepaalde hoogte. Vervolgens zakt kar 1 langzaam totdat het werkstuk verticaal staat. Kar 2 draait het werkstuk vervolgens 180 graden in de lucht. Daarna tilt kar 1 het werkstuk weer op naar een horizontale positie. Tot slot laten beide karren het werkstuk langzaam zakken om het kantelen te voltooien.
Conclusie
In grote machinefabrieken zijn eindassemblagewerkplaatsen duur vanwege de kranen met een hoog laadvermogen en de hoge gebouwen. De tonnage en de spoorhoogte van de kraan bepalen grotendeels zowel de werkplaatskosten als de maximale productgrootte die de fabriek kan verwerken.
Een goed ontworpen kraanopstelling zorgt voor een soepele productie en veilige bediening. Daarom moet het ontwerp van de werkplaats aansluiten op de productontwikkelingsplannen, de grootste werkstukafmetingen definiëren en zorgvuldige berekeningen gebruiken om een geschikte kraanconfiguratie te kiezen.

Ik ben Cindy, met 10 jaar werkervaring in de kraanindustrie en een schat aan professionele kennis. Ik heb de bevredigende kranen voor meer dan 500 klanten geselecteerd. Als u behoeften of vragen over kranen hebt, neem dan gerust contact met mij op, ik zal mijn expertise en praktische ervaring gebruiken om u te helpen het probleem op te lossen!
Stuur uw aanvraag
- E-mail: sales@hndfcrane.com
- Whatsappen: +86 191 3738 6654
- Telegram: +86 191 3738 6654
- Tel: +86-373-581 8299
- Fax: +86-373-215 7000
- Toevoegen: Changnao Industrial District, Xinxiang City, provincie Henan, China
 WeChat
WeChat
- Bovenloopkranen
- Europese dubbelligger bovenloopkranen: hoge efficiëntie, veiligheid en betrouwbaarheid
- Dubbelligger bovenloopkranen
- Vrijstaande werkstationbrugkranen: efficiënte hijsoplossingen voor moderne industriële faciliteiten
- Plafondgemonteerde brugkraan: kolomvrij ontwerp voor vrije vloerruimte
- Ondergehangen bovenloopkranen: lichtgewicht oplossing op rupsbanden voor werkplaatsen en magazijnen
- Elektromagnetische bovenloopkranen: efficiënte oplossing voor het verwerken van platen, blokken en schroot
- Gietijzeren bovenloopkranen: betrouwbare oplossingen voor het hanteren van heet metaal voor staalfabrieken
- Grijper bovenloopkraan: zwaar hijsen met nauwkeurige controle voor bulkmaterialen
- Bovenloopkraan met lage hoofdruimte: ruimtebesparende oplossing voor efficiënte hijswerkzaamheden
- Handmatige bovenloopkranen: efficiënte oplossingen voor omgevingen zonder stroom
- 5~50T QY isolatie bovenloopkranen voor veilig hijsen in gevaarlijke omgevingen
- Kranen voor cleanrooms
- Werkstationkranen
- Gieterij Bovenloopkranen
- Monorailkranen
- Grijper en magnetische bovenloopkranen
- Explosieveilige bovenloopkranen
- Europese enkelligger bovenloopkranen
- Enkele ligger bovenloopkranen
- Zwenkkranen
- Wandgemonteerde zwenkkranen
- Wandreizende kraanbalkkranen
- Vrijstaande zwenkkranen
- Aluminium giekkranen: lichtgewicht, soepel draaiende arm voor eenvoudig hijsen
- Balansjibkranen: efficiënt licht hijsen voor mechanische montage over korte afstanden
- Handmatige vrijstaande jibkranen: efficiënte handmatige hefoplossingen voor werkzaamheden in beperkte ruimte
- Elektrische vrijstaande zwenkkranen: een volledig elektrische oplossing voor snel hijsen met hoge capaciteit.
- Knikarmkranen: Nauwkeurig hijsen met de flexibiliteit van een dubbele arm
- Slimme zwenkkranen: intelligente drijvende oplossingen met gewichtloos hijsen
- FEM-standaard zwenkkranen: hoogwaardige systemen met Europese takels
- Mobiele zwenkkranen: een oplossing met een mobiele basis voor diverse werkgebieden.
- Vrijstaande zwenkkranen met trekstang en I-balk: stabiel ontwerp met driehoekige versteviging.
- Vrijstaande zwenkkranen met trekstang en C-balk: ultrasoepele handmatige bediening voor werkstations
- Gesloten rails zwenkkranen: vakwerkarm werkstation hefsystemen
- Portaalkranen
- Dubbelligger portaalkranen
- Semi-portaalkranen
- Enkelligger portaalkranen
- Truss-portaalkranen
- Portaalkranen voor containers
- Verstelbare portaalkranen
- Draagbare portaalkranen
- Europese portaalkranen
- Kleine aluminium portaalkranen: lichtgewicht, draagbaar en aanpasbaar voor zeer efficiënt heffen
- 35T mobiele containerportaalkranen met rubberen banden voor efficiënte handling
- RMG Rail gemonteerde container portaalkranen voor efficiënte handling
- Scheepswerf portaalkraan: het ontwerp met luchtklapfunctie helpt u eenvoudig bij het monteren van de romp
- Europese dubbelliggerportaalkranen: Europees lierontwerp voor efficiënt hijsen
- Europese portaalkranen met enkele ligger: innovatieve Europese technologie voor laden en lossen in de buitenlucht.
- Industrieën
- Stroom
- Steen
- Brug constructie
- Havenkranen: voor het verwerken van containers en bulkmateriaal
- Luchtvaartbovenloopkranen: nauwkeurig hijsen voor raketlancering en -transport
- Bovenloopkranen voor de luchtvaartindustrie: vliegtuigonderhoud en -assemblage
- Bovenloopkranen voor efficiënte cement-, glas-, baksteen- en prefab betonproductie
- Bovenloopkraanoplossingen voor spoorwegen: spoor leggen, onderhoud van rollend materieel en containerafhandeling
- Bovenloopkranen voor de voedings- en drankenindustrie: betrouwbare oplossingen voor efficiënte handling
- Bovenloopkranen voor de auto-industrie: efficiënte automatiseringsoplossingen
- Maritieme kranen voor efficiënt laden van vracht op schepen
- Bovenloopkranen voor de petroleum- en gasindustrie: Verbeter de operationele efficiëntie
- Algemene productie
- Metaalproductie
- Papier maken
- Prefab
- Afvalverwerking
- Elektrische takels
- Elektrische staaldraadtakels
- Elektrische kettingtakels
- Elektrische takels van het Europese type
- Europese elektrische kettingtakels: soepele werking, laag geluidsniveau en energiezuinigheid
- Handmatige heftrucks: ideaal voor trek- en tilwerkzaamheden
- Handkettingtakels: handmatig tillen voor gebieden zonder stroom
- Elektrische takels met lage hoofdruimte: compact ontwerp voor maximale ruimte-efficiëntie
- Pneumatische kettingtakels: soepele bediening voor industrieel gebruik
- Explosieveilige handtakels met ketting: vonkbestendige constructie van koperlegering voor gevaarlijke omgevingen.
- Kraan Onderdelen
- Diesellier voor niet-elektrische omgevingen: krachtig heffen en trekken
- Kraan haken
- Open liertrolley: aanpasbare hijswagen voor bovenloopkranen en portaalkranen
- Elektrische staalkabellier: compact hijssysteem voor ruimten met beperkte ruimte
- Wrijvingslier: Professionele oplossing voor scheepstractie en hijsen in de mijnbouw
- Elektrische lier met lage snelheid: betrouwbaar, zwaar hijsen voor industriële toepassingen
- Industriële elektrische lier met hoge snelheid: snel, betrouwbaar en aanpasbaar
- Kraan C-haken voor het hijsen van stalen rollen
- Bovenloopkraanreductoren uitgelegd: soorten voor elke hijsbehoefte
- Bovenloopkraanmotoren voor hefefficiëntie en precisie
- Koppelingen voor bovenloopkranen
- Selectie van bovenloopkraanrailklemmen op basis van belasting en spooromstandigheden
- Oplossingen voor bovenloopkranen voor industriële stabiliteit en precisie
- Kabelgeleiders voor bovenloopkranen: efficiëntere afwerking van staalkabels
- Bovenloopkraangeleiders en stroomtoevoerleidingen: betrouwbare stroomtoevoeroplossingen
- Kabels voor bovenloopkranen: betrouwbare mobiele stroomoplossingen
- Bovenloopkraanremmen: cruciaal voor veilige operaties
- Aanpasbare cabines voor kraanmachinisten: meer comfort en bescherming
- Kraan hijstangen
- Kraangrijperbakken
- Kraankabeltrommel
- Elektrische lier
- Kraanwagen
- Staalkabel Schoven
- Over
- Gevallen
- Nieuws
- Veelgestelde vragen
- Downloaden
- Blogs
- Online hulpmiddelen voor het berekenen van de kraanwiellast
- VR-panorama
- Neem contact met ons op
- E-mail: sales@hndfcrane.com
- Whatsappen: +86 191 3738 6654
- Telegram: +86 191 3738 6654
- Tel: +86-373-581 8299
-
