
-
صنعتیں
-

جنرل مینوفیکچرنگ
-

فضلہ ہینڈلنگ
-

پری کاسٹ
-

طاقت
-

پتھر
-

کاغذ سازی
-

دھات کی پیداوار
-

پل کی تعمیر
-

پورٹ کرینز: کنٹینر اور بلک میٹریل ہینڈلنگ کے لیے
-

پیٹرولیم اور گیس کی صنعت کے لیے اوور ہیڈ کرینیں: آپریشنل کارکردگی میں اضافہ
-

بحری کرینیں بحری جہازوں پر کارگو کی موثر لوڈنگ کے لیے
-

آٹوموٹو انڈسٹری کے لیے اوور ہیڈ کرینیں: موثر آٹومیشن حل
-

ریلوے کے لیے اوور ہیڈ کرین حل: ٹریک بچھانا، رولنگ اسٹاک مینٹیننس، اور کنٹینر ہینڈلنگ
-

کھانے اور مشروبات کے لیے اوور ہیڈ کرینیں: موثر ہینڈلنگ کے لیے قابل اعتماد حل
-

موثر سیمنٹ، شیشہ، اینٹوں اور پری کاسٹ کنکریٹ کی تیاری کے لیے اوور ہیڈ کرینیں
-

ہوا بازی کی صنعت کے لیے اوور ہیڈ کرینیں: ہوائی جہاز کی بحالی اور اسمبلی
-

ایرو اسپیس اوور ہیڈ کرینز: راکٹ لانچ اور ٹرانسپورٹ کے لیے درستگی اٹھانا
-
-
مصنوعات
-
اوور ہیڈ کرینیں
-

سنگل گرڈر اوور ہیڈ کرینز
-

ڈبل گرڈر اوور ہیڈ کرینیں۔
-

یورپی قسم کا سنگل گرڈر اوور ہیڈ کرین
-

یورپی قسم ڈبل گرڈر اوور ہیڈ کرینیں
-

دھماکے کا ثبوت اوور ہیڈ کرینیں۔
-

پکڑو اور مقناطیسی اوور ہیڈ کرینیں۔
-

مونوریل کرینیں
-

فاؤنڈری اوور ہیڈ کرینیں۔
-

ورک سٹیشن کرینیں
-

موصلیت اوور ہیڈ کرینیں
-

کم ہیڈ روم اوور ہیڈ کرینیں۔
-

اوور ہیڈ کرینیں پکڑو
-

لاڈل اوور ہیڈ کرینز
-

زیر ہنگ اوور ہیڈ کرینیں۔
-

برقی مقناطیسی اوور ہیڈ کرینیں۔
-

دستی اوور ہیڈ کرینیں۔
-

سیلنگ ماونٹڈ برج کرین
-

مفت کھڑے ورک سٹیشن پل کرینیں
-
-
گینٹری کرینز
-

سیمی گینٹری کرینز
-

سنگل گرڈر گینٹری کرینز
-

ڈبل گرڈر گینٹری کرینز
-

کنٹینر گینٹری کرینیں۔
-

Truss Gantry کرینیں
-

سایڈست Gantry کرینیں
-

پورٹ ایبل گینٹری کرینیں۔
-

یورپی گینٹری کرینیں
-

ایلومینیم گینٹری کرینیں۔
-

ربڑ کے ٹائرڈ کنٹینر گینٹری کرینیں۔
-

ریل ماونٹڈ کنٹینر گینٹری کرینیں۔
-

شپ یارڈ گینٹری کرین
-

یورپی سنگل گرڈر گینٹری کرینز
-

یورپی ڈبل گرڈر گینٹری کرینیں
-
- جیب کرینز
- خصوصی کرینیں
- الیکٹرک لہرانے والا
- ٹرانسفر کارٹس
-
اوور ہیڈ کرینیں
-
کرین کے حصے
-
بالٹیاں پکڑو
-

الیکٹرک سٹینلیس سٹیل پکڑو بالٹی
-

مکینیکل فور رسی اورنج چھلکا پکڑتا ہے۔
-

مکینیکل فور رسی کلیم شیل بالٹی پکڑتی ہے۔
-

الیکٹرو ہائیڈرولک مستطیل گرابس
-

الیکٹرو ہائیڈرولک کلیم شیل گرابس
-

الیکٹرو ہائیڈرولک اورنج پیل گریبس، ہائیڈرولک کیکٹس گریب
-

الیکٹرک موٹر پکڑو
-

منوریل لہرانے والی الیکٹرک مونوریل گراب بالٹی
-

ریموٹ کنٹرول کلیم شیل گرابس
-

مکینیکل دو رسی کلیم شیل گرابس
-

ٹمبر گرابس
-

سنگل رسی پکڑو بالٹی
-

کوڑے دان کی صفائی کی مشینیں
-

ڈریجنگ گرابس
-

ٹرمنگ گرابس
-
- کرین اسپریڈر
- کرین اسپیئر پارٹس
- کرین پہیے
-
بالٹیاں پکڑو
- کمپنی
- رابطہ کریں۔


























































-
صنعتیں
-
جنرل مینوفیکچرنگ
-
فضلہ ہینڈلنگ
-
پری کاسٹ
-
طاقت
-
پتھر
-
کاغذ سازی
-
دھات کی پیداوار
-
پل کی تعمیر
-
پورٹ کرینز: کنٹینر اور بلک میٹریل ہینڈلنگ کے لیے
-
پیٹرولیم اور گیس کی صنعت کے لیے اوور ہیڈ کرینیں: آپریشنل کارکردگی میں اضافہ
-
بحری کرینیں بحری جہازوں پر کارگو کی موثر لوڈنگ کے لیے
-
آٹوموٹو انڈسٹری کے لیے اوور ہیڈ کرینیں: موثر آٹومیشن حل
-
ریلوے کے لیے اوور ہیڈ کرین حل: ٹریک بچھانا، رولنگ اسٹاک مینٹیننس، اور کنٹینر ہینڈلنگ
-
کھانے اور مشروبات کے لیے اوور ہیڈ کرینیں: موثر ہینڈلنگ کے لیے قابل اعتماد حل
-
موثر سیمنٹ، شیشہ، اینٹوں اور پری کاسٹ کنکریٹ کی تیاری کے لیے اوور ہیڈ کرینیں
-
ہوا بازی کی صنعت کے لیے اوور ہیڈ کرینیں: ہوائی جہاز کی بحالی اور اسمبلی
-
ایرو اسپیس اوور ہیڈ کرینز: راکٹ لانچ اور ٹرانسپورٹ کے لیے درستگی اٹھانا
-
-
مصنوعات
-
اوور ہیڈ کرینیں
-
سنگل گرڈر اوور ہیڈ کرینز
-
ڈبل گرڈر اوور ہیڈ کرینیں۔
-
یورپی قسم کا سنگل گرڈر اوور ہیڈ کرین
-
یورپی قسم ڈبل گرڈر اوور ہیڈ کرینیں
-
دھماکے کا ثبوت اوور ہیڈ کرینیں۔
-
پکڑو اور مقناطیسی اوور ہیڈ کرینیں۔
-
مونوریل کرینیں
-
فاؤنڈری اوور ہیڈ کرینیں۔
-
ورک سٹیشن کرینیں
-
موصلیت اوور ہیڈ کرینیں
-
کم ہیڈ روم اوور ہیڈ کرینیں۔
-
اوور ہیڈ کرینیں پکڑو
-
لاڈل اوور ہیڈ کرینز
-
زیر ہنگ اوور ہیڈ کرینیں۔
-
برقی مقناطیسی اوور ہیڈ کرینیں۔
-
دستی اوور ہیڈ کرینیں۔
-
سیلنگ ماونٹڈ برج کرین
-
مفت کھڑے ورک سٹیشن پل کرینیں
-
-
گینٹری کرینز
-
سیمی گینٹری کرینز
-
سنگل گرڈر گینٹری کرینز
-
ڈبل گرڈر گینٹری کرینز
-
کنٹینر گینٹری کرینیں۔
-
Truss Gantry کرینیں
-
سایڈست Gantry کرینیں
-
پورٹ ایبل گینٹری کرینیں۔
-
یورپی گینٹری کرینیں
-
ایلومینیم گینٹری کرینیں۔
-
ربڑ کے ٹائرڈ کنٹینر گینٹری کرینیں۔
-
ریل ماونٹڈ کنٹینر گینٹری کرینیں۔
-
شپ یارڈ گینٹری کرین
-
یورپی سنگل گرڈر گینٹری کرینز
-
یورپی ڈبل گرڈر گینٹری کرینیں
-
- جیب کرینز
- خصوصی کرینیں
- الیکٹرک لہرانے والا
- ٹرانسفر کارٹس
-
اوور ہیڈ کرینیں
-
کرین کے حصے
-
بالٹیاں پکڑو
-
الیکٹرک سٹینلیس سٹیل پکڑو بالٹی
-
مکینیکل فور رسی اورنج چھلکا پکڑتا ہے۔
-
مکینیکل فور رسی کلیم شیل بالٹی پکڑتی ہے۔
-
الیکٹرو ہائیڈرولک مستطیل گرابس
-
الیکٹرو ہائیڈرولک کلیم شیل گرابس
-
الیکٹرو ہائیڈرولک اورنج پیل گریبس، ہائیڈرولک کیکٹس گریب
-
الیکٹرک موٹر پکڑو
-
منوریل لہرانے والی الیکٹرک مونوریل گراب بالٹی
-
ریموٹ کنٹرول کلیم شیل گرابس
-
مکینیکل دو رسی کلیم شیل گرابس
-
ٹمبر گرابس
-
سنگل رسی پکڑو بالٹی
-
کوڑے دان کی صفائی کی مشینیں
-
ڈریجنگ گرابس
-
ٹرمنگ گرابس
-
- کرین اسپریڈر
- کرین اسپیئر پارٹس
- کرین پہیے
-
بالٹیاں پکڑو
- کمپنی
- رابطہ کریں۔




ہیوی مشینری پلانٹ کے ڈیزائن میں اوور ہیڈ کرین سیٹ اپ: پیرامیٹرز اور لے آؤٹ
مندرجات کا جدول
بڑی مشینری فیکٹریوں میں، کرینیں ضروری مواد کو سنبھالنے کا سامان ہیں۔ عام اقسام میں اوور ہیڈ کرینیں، گینٹری کرینیں، نیم گینٹری کرینیں، معطلی کرینیں، اور دیوار سے لگی کرینیں. حتمی اسمبلی ورکشاپس میں، جہاں ورک پیس بڑے اور بھاری ہوتے ہیں، کرینوں میں اٹھانے کی صلاحیت 100t سے زیادہ اور رن وے کی اونچائی دس میٹر سے زیادہ ہو سکتی ہے۔ ایک بار درجہ بندی کے بوجھ، رن وے کی اونچائی، اور اسپین کی وضاحت ہو جانے کے بعد، یہ براہ راست پیداواری صلاحیت اور تعمیراتی لاگت کو متاثر کرتے ہیں۔ لہذا، مناسب کرین سیٹ اپ پیداوار کی ضروریات کو پورا کرنے، مستقبل کی مصنوعات کی حکمت عملیوں کی حمایت، پلانٹ کی لاگت کو کنٹرول کرنے، اور حفاظت کو یقینی بنانے کے لیے اہم ہے۔ یہ مضمون بحث کرتا ہے کہ بڑے مشینری پلانٹ کے ڈیزائن میں معقول طریقے سے کرینیں کیسے لگائی جائیں۔

کرین کے بنیادی پیرامیٹرز کا تعین کرنا
کرین کے بنیادی پیرامیٹرز میں درجہ بند لفٹنگ کی گنجائش، رن وے کی اونچائی (اٹھانے کی اونچائی)، اسپین، اور ڈیوٹی کلاس شامل ہیں۔
شرح شدہ لفٹنگ کی صلاحیت
اس سے مراد وہ زیادہ سے زیادہ کل وزن ہے جو کرین کو اٹھانے کی اجازت ہے، بشمول کوئی بھی الگ کرنے کے قابل اٹھانے والے آلات (یا منسلکات)۔ فیکٹری کو ڈیزائن کرتے وقت، یہ سمجھنا ضروری ہے کہ سب سے زیادہ وزنی پروڈکٹ یا پروڈکٹ جس کو اٹھانا ہے اور صنعتی رجحانات کی وجہ سے پروڈکٹ کے سائز میں مستقبل میں ممکنہ اضافے پر غور کریں۔ چونکہ کرین کی صلاحیت پلانٹ کے زیادہ سے زیادہ پروڈکٹ کے سائز کو محدود کرتی ہے، اس لیے ممکنہ ترقی کے لیے مارجن کی اجازت ہونی چاہیے۔ لفٹنگ ڈیوائس کے وزن کو نظر انداز نہ کرنا بھی بہت ضروری ہے۔ حفاظت کے لیے، کل اٹھائے گئے وزن کو کرین کی درجہ بندی کی گنجائش سے زیادہ نہیں ہونا چاہیے۔
کرین اسپین
اسپین رن وے ریلوں کے مراکز کے درمیان افقی فاصلہ ہے جس کے ساتھ کرین سفر کرتی ہے۔ اس کا تعین ورکشاپ کی چوڑائی سے ہوتا ہے، جس کا انحصار مصنوعات کے سائز، آپریشن کے لیے درکار جگہ، اور تدبیر پر ہوتا ہے۔ بڑی مشینری ورکشاپوں میں، 30 میٹر یا 36 میٹر کے اسپین عام ہیں۔ کرین کا دورانیہ عام طور پر ورکشاپ کی چوڑائی مائنس 1.5 میٹر ہے۔ ڈبل لیئر کرین سیٹ اپ کے لیے، اوپری سطح کی کرین کا دورانیہ عمارت کے ساختی ڈیزائن کے مطابق ہونا چاہیے۔
رن وے کی اونچائی (ٹریک کی اونچائی)
رن وے کی اونچائی کا تعلق ہک کی مطلوبہ زیادہ سے زیادہ اونچائی سے ہے، جو اس بات پر منحصر ہے کہ بوجھ کو کتنا اونچا اٹھانا چاہیے۔ یہ آپریشنل ضروریات کی بنیاد پر شمار کیا جاتا ہے۔ ڈیزائن کرتے وقت، سب سے بڑی مصنوعات کے سائز پر غور کیا جانا چاہیے، اور کرین کے رن وے کی اونچائی کا تعین ایلیویشن ڈرائنگ کے ذریعے کیا جانا چاہیے۔ بڑی اشیاء کے لیے، خود لفٹنگ ڈیوائس کی اونچائی کو بھی حساب میں شامل کیا جانا چاہیے۔
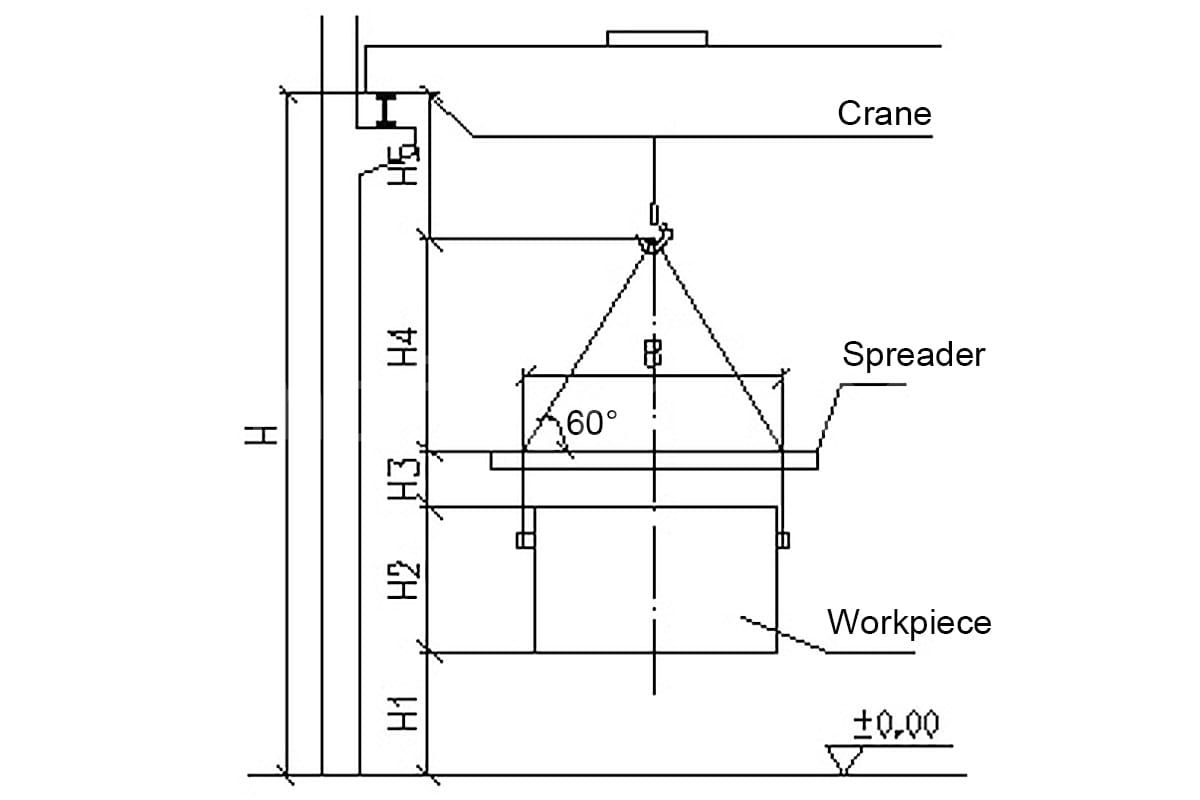
- H1 ورک پیس کی خالص لفٹنگ اونچائی کی نمائندگی کرتا ہے۔
- H2 ورک پیس کی اونچائی ہے۔
- B ورک پیس کی چوڑائی کو ظاہر کرتا ہے۔
- H3 لفٹنگ بیم یا اسپریڈر کی اونچائی ہے۔
- H4 لفٹنگ ہک اور لفٹنگ بیم کے درمیان کم از کم عمودی فاصلہ ہے، جو تار کی رسی کے ترچھے زاویے سے طے ہوتا ہے۔
- H5 زیادہ سے زیادہ اونچائی ہے جو کرین ہک تک پہنچ سکتی ہے۔
- H کرین رن وے کی زیادہ سے زیادہ بلندی ہے۔
نیٹ لفٹنگ اونچائی (H1) کو ورک پیس کو ٹیسٹ پلیٹ فارم پر منتقل کرنے یا گاڑی پر لوڈ کرنے کے لیے درکار اونچائی کا حساب دینا چاہیے۔ ورک پیس کی اونچائی H2 اور چوڑائی B کی ہے۔ حفاظت کو یقینی بنانے کے لیے، تار کی رسیوں اور افقی کے درمیان زاویہ عام طور پر 60° سے کم نہیں ہونا چاہیے، جو ہک اور لفٹنگ ڈیوائس (H4) کے درمیان تار کی رسی کی کم از کم اونچائی کا تعین کرتا ہے۔ کرین ریل کی اونچائی کی حد (H) کا حساب اس طرح لگایا جاسکتا ہے: H = H1 + H2 + H3 + H4 + H5۔ ورکشاپ کی ڈیزائن کردہ کرین ریل کی اونچائی اس حد سے زیادہ ہونی چاہیے۔
اگر ڈبل لیئر کرین سسٹم استعمال کیا جاتا ہے تو، اوپری کرین کی ریل کی اونچائی بھی نچلی کرین کی ریل کی اونچائی اور گرڈر کے طول و عرض سے محدود ہوتی ہے، اور دو کرینوں کے گرڈروں کے درمیان ایک محفوظ کلیئرنس برقرار رکھنا ضروری ہے۔ بڑی مشینی ورکشاپس میں، جہاں سامان لمبا ہوتا ہے، کرین ریل کی اونچائی کا تعین کرتے وقت کرین گرڈر کے نیچے اور سامان کے اوپری حصے کے درمیان کلیئرنس کو بھی مدنظر رکھنا چاہیے۔
کرینوں کے کام کی ڈیوٹی کا تعین کرنا
کرینوں کی ورک ڈیوٹی ایک اہم تصور ہے جو ان کی آپریٹنگ خصوصیات کی عکاسی کرتا ہے اور کرین کی حفاظت کو یقینی بنانے کے لیے ایک اہم بنیاد کے طور پر کام کرتا ہے۔ کرین کے کام کی ڈیوٹی کی درجہ بندی اس کی پوری ڈیزائن زندگی میں دو عوامل پر مبنی ہے: استعمال کی فریکوئنسی اور لوڈ سپیکٹرم۔ ان معیارات کے مطابق، کرینوں کو A1 سے A8 تک آٹھ ڈیوٹی کلاسوں میں درجہ بندی کیا گیا ہے۔ عام طور پر، مشینی ورکشاپس اور مکینیکل فیکٹریوں کی اسمبلی شاپس میں استعمال ہونے والی اوور ہیڈ کرینیں ورک ڈیوٹی کلاس A5 کے تحت آتی ہیں۔
معقول کرین کی ترتیب اور ترتیب
بڑی مشینی اور اسمبلی ورکشاپس میں، سہولیات عام طور پر کشادہ ہوتی ہیں، اور ورک پیس اٹھانا اکثر ہوتا ہے۔ خاص طور پر اسمبلی ورکشاپس میں، کرینیں مسلسل لہرانے کی کارروائیوں کی وجہ سے طویل عرصے تک قابض ہو سکتی ہیں۔ لہذا، ڈیزائن میں اکثر متعدد کرینیں شامل ہوتی ہیں۔ ایک اچھی طرح سے سوچی سمجھی کرین کی ترتیب پیداوار کی کارکردگی کو بہتر بنانے، آپریٹنگ اخراجات کو کم کرنے اور آپریشنل حفاظت کو یقینی بنانے میں اہم کردار ادا کرتی ہے۔
بڑے پیمانے پر مشینری مینوفیکچرنگ میں حتمی اسمبلی کے دوران، زیادہ تر پرزے چھوٹے سے درمیانے درجے کے پرزے ہوتے ہیں، جو تمام اجزاء کے تقریباً 70%–80% ہوتے ہیں۔ ان حصوں کا وزن عام طور پر کئی سو کلوگرام سے لے کر کئی ٹن یا درجنوں ٹن تک ہوتا ہے۔ چونکہ لفٹنگ آپریشن بار بار اور وقت طلب ہوتے ہیں، اس لیے ایسی ورکشاپس عام طور پر ڈبل لیئر کرین سسٹم کو اپناتی ہیں۔ چھوٹے اور درمیانے حصے کو بنیادی طور پر نچلی سطح کی کرینوں کے ذریعے سنبھالا جاتا ہے، جب کہ بڑے حصوں یا پوری مشینوں کو اوپری سطح کی کرینوں کے ذریعے لہرایا جاتا ہے۔
نچلی سطح کی کرینیں عام طور پر اٹھانے کی صلاحیت 50 ٹن سے زیادہ نہیں ہوتی ہیں، زیادہ تر 32 ٹن یا اس سے کم ہوتی ہیں۔ کرینوں کی تعداد عام طور پر ورکشاپ کی لمبائی کے 50-60 میٹر فی ایک کرین پر رکھی جاتی ہے۔ تاہم، اگر کرینوں پر کثرت سے قبضہ کیا جاتا ہے یا لہرانے کی فریکوئنسی زیادہ ہے، تو مخصوص علاقوں میں مزید چھوٹی کرینیں (10 ٹن یا اس سے کم) نصب کی جا سکتی ہیں۔ مختلف قسم کی چھوٹی کرینیں دستیاب ہیں، جیسے سنگل گرڈر کرینیں، نیم گینٹری کرینیں, دیوار سفری جب کرینیں، اور مفت کھڑے جب کرینیں. ان میں سے، وال ٹریولنگ جِب کرینیں خاص طور پر بڑی مشینری ورکشاپس میں اپنی لچک، فرش کی رکاوٹوں کی کمی، اور اوپری سطح کی کرینوں میں مداخلت نہ ہونے کی وجہ سے خاصی مقبول ہیں۔
تاہم، ایک ہی ٹریک پر بہت ساری کرینیں ایک دوسرے کے ساتھ مداخلت کر سکتی ہیں اور آپریشنل کارکردگی کو کم کر سکتی ہیں، جس سے کرینوں کی تعداد کا معقول تعین کرنا بہت ضروری ہو جاتا ہے۔
اوپری سطح کی کرینوں کے لیے، عام طور پر ایک بڑی صلاحیت والی کرین نصب کی جاتی ہے، جو 100 ٹن یا اس سے بھی کئی سو ٹن سے زیادہ اٹھانے کی صلاحیت رکھتی ہے، اس کے ساتھ ایک چھوٹی کرین جس کی گنجائش 1 سے 2 درجے نیچے ہے۔ چونکہ یہ بڑی صلاحیت والی کرینیں مہنگی ہیں اور ان کی آپریٹنگ لاگت زیادہ ہے، اس لیے ان کی مقدار کو سختی سے کنٹرول کیا جانا چاہیے۔
اصل پیداوار میں، جب بھی ممکن ہو نچلی سطح کی کرینوں کو ترجیح دی جانی چاہیے، اور جب بھی ممکن ہو بڑی صلاحیت والی کرینوں کی بجائے چھوٹی کرینوں کو استعمال کیا جانا چاہیے۔
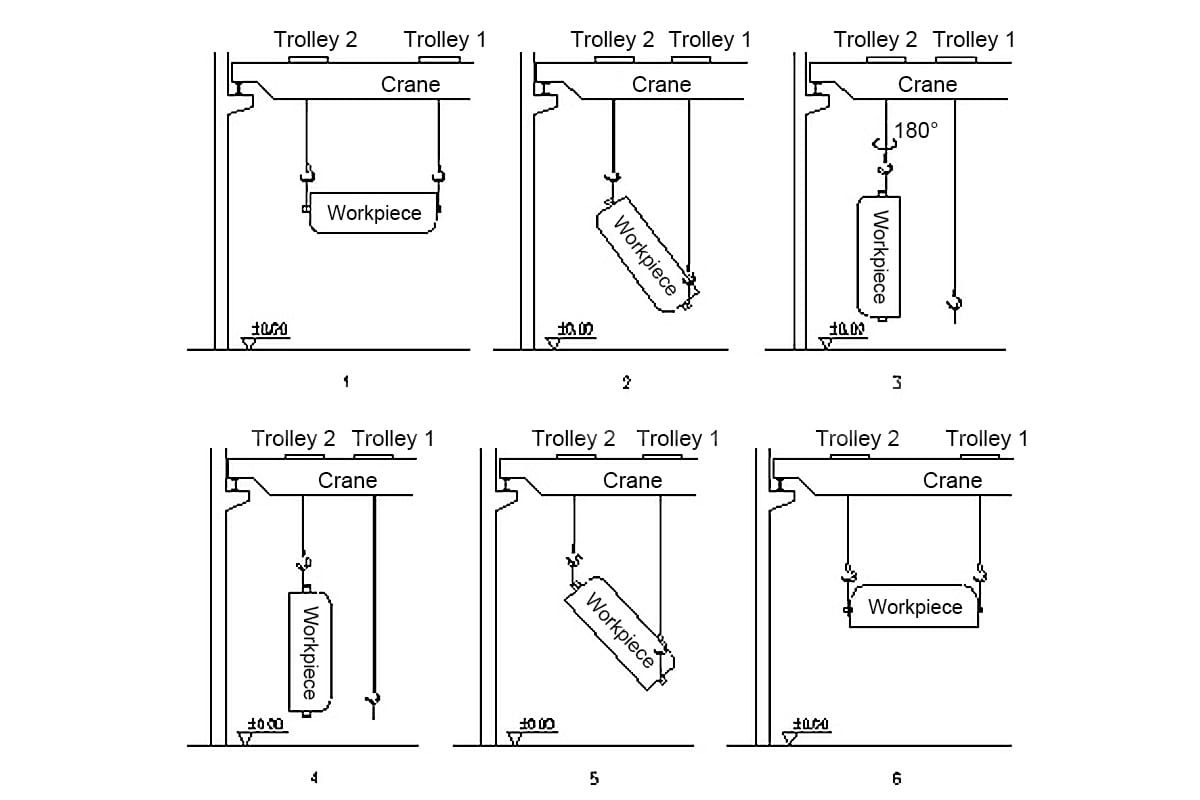
بڑے ورک پیس کو پلٹانے کے لیے کرین سیٹ اپ
بڑی مشینری ورکشاپوں میں، بھاری اور بڑے ورک پیس کو پلٹنا اکثر ضروری ہوتا ہے۔ عمل کے دوران اچانک اثر سے بچنے کے لیے، جو کرین اور عمارت کو متاثر کر سکتا ہے، دو ٹرالیوں والی کرین استعمال کی جا سکتی ہے۔ اس کا مطلب ہے کہ ایک کرین دو ٹرالیوں سے لیس ہے جن میں لفٹنگ کی ایک جیسی صلاحیت ہے، جبکہ کرین کی کل اٹھانے کی صلاحیت میں کوئی تبدیلی نہیں ہے۔
آپریشن کے دوران، دو ٹرالیاں ورک پیس کو ایک خاص اونچائی تک اٹھاتی ہیں۔ پھر، ٹرالی 1 آہستہ آہستہ نیچے آتی ہے جب تک کہ ورک پیس عمودی نہ ہوجائے۔ ٹرالی 2 پھر ورک پیس کو ہوا میں 180 ڈگری موڑ دیتا ہے۔ اس کے بعد، ٹرالی 1 ورک پیس کو واپس افقی پوزیشن پر لے جاتی ہے۔ آخر میں، دونوں ٹرالیاں پلٹنے کو مکمل کرنے کے لیے آہستہ آہستہ ورک پیس کو نیچے کرتی ہیں۔
نتیجہ
بڑی مشینری کے کارخانوں میں، فائنل اسمبلی ورکشاپس زیادہ ٹن کرین اور اونچی عمارتوں کی وجہ سے مہنگی پڑتی ہیں۔ کرین کا ٹن وزن اور ریل کی اونچائی بڑی حد تک ورکشاپ کی لاگت اور فیکٹری کے زیادہ سے زیادہ پروڈکٹ سائز دونوں کا تعین کرتی ہے۔
ایک اچھی طرح سے ڈیزائن کیا گیا کرین سیٹ اپ ہموار پیداوار اور محفوظ آپریشن کو یقینی بناتا ہے۔ لہذا، ورکشاپ کے ڈیزائن کو پروڈکٹ ڈویلپمنٹ پلانز کے ساتھ ہم آہنگ ہونا چاہیے، ورک پیس کے سب سے بڑے سائز کی وضاحت کرنا چاہیے، اور مناسب کرین کنفیگریشن کا انتخاب کرنے کے لیے محتاط حسابات کا استعمال کرنا چاہیے۔

میں سنڈی ہوں، کرین انڈسٹری میں کام کرنے کے 10 سال کے تجربے کے ساتھ اور میرے پاس پیشہ ورانہ علم کا خزانہ ہے۔ میں نے 500+ صارفین کے لیے اطمینان بخش کرینوں کا انتخاب کیا ہے۔ اگر آپ کو کرینوں کے بارے میں کوئی ضرورت یا سوالات ہیں، تو براہ کرم مجھ سے بلا جھجھک رابطہ کریں، میں مسئلہ کو حل کرنے میں آپ کی مدد کے لیے اپنی مہارت اور عملی تجربہ استعمال کروں گا!
اپنی انکوائری بھیجیں۔
- ای میل: sales@hndfcrane.com
- واٹس ایپ: +86 191 3738 6654
- ٹیلی گرام: +86 191 3738 6654
- ٹیلی فون: +86-373-581 8299
- فیکس: +86-373-215 7000
- شامل کریں: Changnao صنعتی ضلع، Xinxiang شہر، Henan صوبہ، چین
 WeChat
WeChat
- اوور ہیڈ کرینیں
- یورپی قسم ڈبل گرڈر اوور ہیڈ کرینیں: اعلی کارکردگی، حفاظت، اور وشوسنییتا
- ڈبل گرڈر اوور ہیڈ کرینیں۔
- فری اسٹینڈنگ ورک سٹیشن برج کرینیں: جدید صنعتی سہولیات کے لیے لفٹنگ کے موثر حل
- سیلنگ ماؤنٹڈ برج کرین: بلا روک ٹوک فرش کی جگہ کے لیے کالم فری ڈیزائن
- زیر ہنگ اوور ہیڈ کرینیں: ورکشاپوں اور گوداموں کے لیے ہلکا پھلکا ٹریک ماونٹڈ حل
- برقی مقناطیسی اوور ہیڈ کرینیں: سلیب، بلٹس اور سکریپ میٹل کو سنبھالنے کے لیے موثر حل
- لاڈل اوور ہیڈ کرینز: اسٹیل ملز کے لیے قابل اعتماد ہاٹ میٹل ہینڈلنگ سلوشن
- گراب اوور ہیڈ کرین: بلک میٹریلز کے لیے پریسجن کنٹرول کے ساتھ ہیوی ڈیوٹی لفٹنگ
- کم ہیڈ روم اوور ہیڈ کرین: خلائی بچت لفٹ کی کارکردگی کا حل
- دستی اوور ہیڈ کرینیں: بجلی کے بغیر ماحول کے لیے موثر حل
- خطرناک ماحول میں محفوظ لفٹنگ کے لیے 5~50T QY موصلیت کا اوور ہیڈ کرین
- کلین روم کرینیں۔
- ورک سٹیشن کرینیں
- فاؤنڈری اوور ہیڈ کرینیں۔
- مونوریل کرینیں
- پکڑو اور مقناطیسی اوور ہیڈ کرینیں۔
- دھماکے کا ثبوت اوور ہیڈ کرینیں۔
- یورپی قسم کا سنگل گرڈر اوور ہیڈ کرین
- سنگل گرڈر اوور ہیڈ کرینز
- جیب کرینز
- وال ماونٹڈ جیب کرینز
- وال ٹریولنگ جیب کرینز
- مفت کھڑے جب کرینیں
- ایلومینیم جیب کرینز: ہلکا پھلکا، آسان لفٹنگ کے لیے ہموار گھومنے والا بازو
- بیلنس جیب کرینز: مختصر فاصلے کے مکینیکل اسمبلی کے لیے موثر لائٹ لفٹنگ
- دستی فری اسٹینڈنگ جب کرینیں: محدود خلائی آپریشنز کے لیے موثر دستی لفٹنگ حل
- الیکٹرک فری اسٹینڈنگ جیب کرینز: اعلیٰ صلاحیت کی تیز رفتار لفٹنگ کے لیے مکمل طور پر الیکٹرک سلوشن
- آرٹیکلیوٹنگ جیب کرینز: ڈوئل آرم لچک کے ساتھ پریسجن لفٹنگ
- اسمارٹ جیب کرینز: زیرو گریوٹی لفٹنگ کے ساتھ ذہین تیرتے حل
- ایف ای ایم اسٹینڈرڈ جیب کرینز: یورپی لہروں کے ساتھ اعلی کارکردگی کے نظام
- پورٹ ایبل جیب کرینز: متعدد کام کے علاقوں کے لیے موبائل بیس حل
- آئی بیم کے ساتھ ٹائی راڈ فری اسٹینڈنگ جیب کرینز: تکونی بریسیڈ اسٹیبل ڈیزائن
- سی بیم کے ساتھ ٹائی راڈ فری اسٹینڈنگ جب کرینز: ورک سٹیشنوں کے لیے الٹرا اسموتھ دستی بہاؤ
- منسلک ٹریک جیب کرینز: ٹرس بوم ورک سٹیشن لفٹنگ سسٹم
- گینٹری کرینز
- ڈبل گرڈر گینٹری کرینز
- سیمی گینٹری کرینز
- سنگل گرڈر گینٹری کرینز
- Truss Gantry کرینیں
- کنٹینر گینٹری کرینیں۔
- سایڈست Gantry کرینیں
- پورٹ ایبل گینٹری کرینیں۔
- یورپی گینٹری کرینیں
- چھوٹی ایلومینیم گینٹری کرینیں: ہلکا پھلکا، پورٹیبل، اور اعلی کارکردگی لفٹنگ کے لیے حسب ضرورت
- 35T موبائل ربڑ ٹائرڈ کنٹینر گنٹری کرینیں موثر ہینڈلنگ کے لیے
- موثر ہینڈلنگ کے لیے آر ایم جی ریل ماونٹڈ کنٹینر گینٹری کرینز
- شپ یارڈ گینٹری کرین: ایریل فلپ ڈیزائن آپ کو ہل اسمبلی حاصل کرنے میں آسانی سے مدد کرتا ہے۔
- یورپی ڈبل گرڈر گینٹری کرینیں: موثر لفٹنگ کے لیے یورپی قسم کی ونچ ڈیزائن
- یورپی سنگل گرڈر گینٹری کرینز: آؤٹ ڈور لوڈنگ اور ان لوڈنگ کے لیے جدید یورپی ٹیکنالوجی
- صنعتیں
- طاقت
- پتھر
- پل کی تعمیر
- پورٹ کرینز: کنٹینر اور بلک میٹریل ہینڈلنگ کے لیے
- ایرو اسپیس اوور ہیڈ کرینز: راکٹ لانچ اور ٹرانسپورٹ کے لیے درستگی اٹھانا
- ہوا بازی کی صنعت کے لیے اوور ہیڈ کرینیں: ہوائی جہاز کی بحالی اور اسمبلی
- موثر سیمنٹ، شیشہ، اینٹوں اور پری کاسٹ کنکریٹ کی تیاری کے لیے اوور ہیڈ کرینیں
- ریلوے کے لیے اوور ہیڈ کرین حل: ٹریک بچھانا، رولنگ اسٹاک مینٹیننس، اور کنٹینر ہینڈلنگ
- کھانے اور مشروبات کے لیے اوور ہیڈ کرینیں: موثر ہینڈلنگ کے لیے قابل اعتماد حل
- آٹوموٹو انڈسٹری کے لیے اوور ہیڈ کرینیں: موثر آٹومیشن حل
- بحری کرینیں بحری جہازوں پر کارگو کی موثر لوڈنگ کے لیے
- پیٹرولیم اور گیس کی صنعت کے لیے اوور ہیڈ کرینیں: آپریشنل کارکردگی میں اضافہ
- جنرل مینوفیکچرنگ
- دھات کی پیداوار
- کاغذ سازی
- پری کاسٹ
- فضلہ ہینڈلنگ
- الیکٹرک لہرانے والا
- الیکٹرک وائر رسی لہرانے والا
- الیکٹرک چین لہرانے والا
- یورپی قسم الیکٹرک Hoists
- یورپی الیکٹرک چین لہرانے: ہموار آپریشن، کم شور، اور توانائی کی کارکردگی
- دستی لیور ہوسٹس: کھینچنے اور اٹھانے کے کاموں کے لیے مثالی۔
- ہاتھ کی زنجیر لہرانے: بجلی کے بغیر علاقوں کے لیے دستی لفٹنگ
- کم ہیڈ روم الیکٹرک ہوسٹس: زیادہ سے زیادہ جگہ کی کارکردگی کے لیے کمپیکٹ ڈیزائن
- نیومیٹک چین Hoists: صنعتی استعمال کے لیے ہموار ہینڈلنگ
- دھماکہ پروف مینوئل چین لہرانے والے: خطرناک علاقوں کے لیے چنگاری مزاحم تانبے کے کھوٹ کی تعمیر
- کرین کے حصے
- غیر برقی ماحول کے لیے ڈیزل ونچ: ہائی پاور لفٹنگ اور پلنگ
- کرین ہکس
- کھلی ونچ ٹرالی: اوور ہیڈ اور گینٹری کرینوں کے لیے حسب ضرورت لہرانے والی ٹرالی
- الیکٹرک وائر روپ ونچ: اسپیس لمیٹڈ کے لیے کمپیکٹ ہوسٹنگ سسٹم
- رگڑ ونچ: جہاز کی کھدائی اور کان کنی کے لئے پیشہ ورانہ حل
- سست رفتار الیکٹرک ونچ: صنعتی ایپلی کیشنز کے لیے قابل اعتماد ہیوی ڈیوٹی لفٹنگ
- صنعتی ہائی سپیڈ الیکٹرک ونچ: تیز، قابل اعتماد، اور مرضی کے مطابق
- اسٹیل کوائل لفٹنگ کے لیے کرین سی ہکس
- اوور ہیڈ کرین کم کرنے والوں کی وضاحت کی گئی: لفٹنگ کی ہر ضرورت کے لیے اقسام
- لفٹنگ کی کارکردگی اور درستگی کے لیے اوور ہیڈ کرین موٹرز
- اوور ہیڈ کرین کے لئے جوڑے
- اوور ہیڈ کرین ریل کلپس کا انتخاب لوڈ اور ٹریک کے حالات کی بنیاد پر
- صنعتی استحکام اور درستگی کے لیے اوور ہیڈ کرین ریلز کے حل
- اوور ہیڈ کرین رسی گائیڈز: وائر رسی کو مؤثر طریقے سے ختم کرنا
- اوور ہیڈ کرین کنڈکٹرز اور پاور سپلائی لائنز: قابل اعتماد پاور سپلائی حل
- اوور ہیڈ کرین کیبلز: قابل اعتماد موبائل پاور سلوشن
- اوور ہیڈ کرین بریک: محفوظ آپریشنز کے لیے اہم
- حسب ضرورت کرین آپریٹر کیبن: بہتر آرام اور تحفظ
- کرین لفٹنگ ٹونگس
- کرین پکڑو بالٹیاں
- کرین رسی ڈرم
- الیکٹرک ونچ
- کرین ٹرالی
- تار رسی شیو
- ہم سے رابطہ کریں۔
- ای میل: sales@hndfcrane.com
- واٹس ایپ: +86 191 3738 6654
- ٹیلی گرام: +86 191 3738 6654
- ٹیلی فون: +86-373-581 8299
-
