






























































































































橡胶轮胎式龙门起重机泡沫填充轮胎胎圈开裂修复:行之有效的方法
目录
作为集装箱码头的主要装卸设备, 轮胎式龙门起重机 机动性好,单胎橡胶轮胎式龙门起重机通常配备8个轮胎,但轮胎式龙门起重机日常运行中会遇到漏胎、鼓包、破损等问题,日常管理人员投入较大,无法预防或避免爆胎带来的安全风险,严重影响正常作业。充气轮胎虽然可以有效解决充气轮胎的问题,但充气完成后,泡沫填充轮胎胎圈可能会开裂,必须及时修补开裂的泡沫填充轮胎胎圈,防止其断裂。
橡胶轮胎式龙门起重机泡沫填充轮胎胎圈开裂原因分析
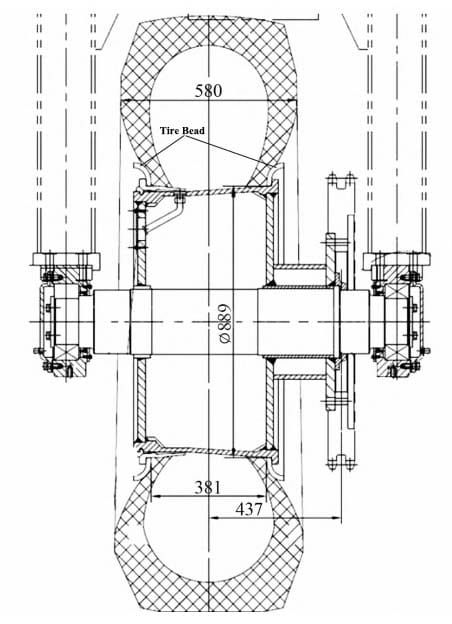
泡沫填充的胎圈装配在轮胎两侧与轮辋之间,主要起固定轮胎的作用。
随着泡沫填充轮胎胎圈使用年限的增加,有的轮胎出现了胎圈固定环相继出现裂纹的情况,当泡沫填充轮胎胎圈的裂纹发展到一定程度时,固定环就会完全断开,不能起到固定轮胎的作用。
此时,橡胶轮胎式龙门起重机的轮胎已不宜继续使用。由于轮胎内填充橡胶,对于挡圈断开的轮胎,无法更换挡圈,此时挡圈已严重变形,无法恢复原位,无法进行维修,导致整个橡胶轮胎报废(包括轮胎本身和轮胎内部填充的胶体),造成更大的损失。与充气轮胎相比,挡圈开裂集中发生在橡胶轮胎上。
与充气轮胎相比,橡胶填充轮胎弹性较差,对设备振动载荷的缓冲性较差。因此,在设备运转过程中,轮胎挡圈会受到较大的力,导致挡圈相继开裂。当泡沫填充轮胎胎圈裂纹发展到一定程度时,挡圈就会完全脱开,无法起到固定轮胎的作用。
此时轮胎已不适宜继续使用,由于轮胎内填充橡胶,对于挡圈断开的轮胎,无法更换挡圈,此时挡圈已严重变形,无法恢复到原位。
无法进行维修,导致整个橡胶填充轮胎报废(包括轮胎本身和轮胎内部填充的胶体),造成更大的损失。与充气轮胎相比,挡圈开裂集中在橡胶填充轮胎上。与充气轮胎相比,橡胶填充轮胎的弹性较差,对设备振动载荷的缓冲性较差。因此,在设备运转时,轮胎挡圈受到的力比较大,导致挡圈开裂。
橡胶轮胎式龙门起重机泡沫填充轮胎胎圈开裂修复要求
从泡沫填充轮胎胎圈开裂的原因可以看出,需要提高挡圈的强度,维修方案需要满足以下5个要求:
- 由于轮胎内填充有橡胶,因此挡圈无法拆卸,需要对橡胶填充轮胎组件进行维护。
- 防止裂缝进一步扩大。
- 修补、处理裂缝。
- 提高泡沫填充轮胎胎圈的整体强度。
- 保养时尽量避免或减少轮胎的损坏。
橡胶轮胎式龙门起重机泡沫填充轮胎胎圈开裂的维护措施
(1)裂缝钻孔,防扩展。在裂缝端部钻孔,防止裂缝进一步扩展。钻孔时,注意控制钻头的力度和深度,避免钻头损坏轮胎。
(2)裂纹打磨及维护。用电磨机的磨头将裂纹打磨平整后进行焊接。裂纹打磨的深度控制在合适的位置,避免焊接操作时该部位的胎壁直接受到较多的热量,造成轮胎损坏。
(3)设计并制作辅助加强挡圈。以61t轮胎起重机21.00-35轮胎挡圈为例,设计辅助挡圈。设计辅助挡圈时,需要考虑已设计的挡圈与原挡圈的配合。
配合度良好,安装后上下边缘需留有足够的焊接空间。设计的挡圈本身需具备一定的强度。挡圈厚度选取14 mm,上下预留10 mm焊接空间。
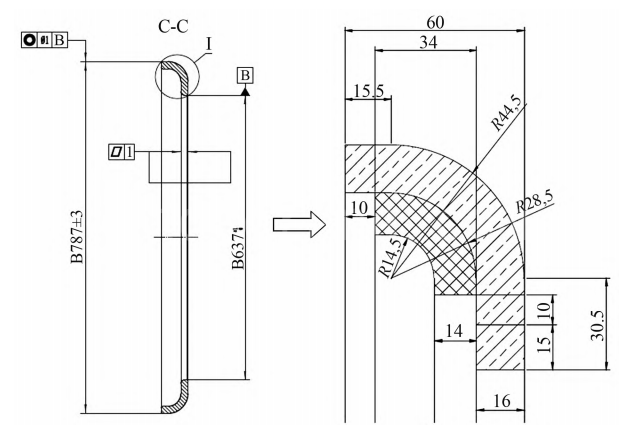
设计的挡圈仅焊接在原挡圈上,以加强原挡圈的强度,与轮毂其他位置无关。当轮胎因其他原因损坏时,可按正常工艺拆卸轮胎,轮毂其他部件仍可正常使用。原挡圈材质为锰钢。考虑到挡圈强度及焊接工艺的需要,加强挡圈采用Q345B钢板。
(4)焊接辅助加强挡圈。将设计的辅助加强挡圈安装在原挡圈内侧,并通过焊接固定。对于不带链轮侧的挡圈,可将辅助加强挡圈直接整体安装在挡圈上并焊接固定;对于带链轮侧的挡圈,不能直接安装辅助加强挡圈。
定制的挡圈需要切割成两半,无需拆卸链轮即可完成挡圈的安装,然后进行焊接固定,将切割好的部分焊接在一起。为保证焊接质量,提高操作性,以下采用3.2mm 507焊条,采用直流焊机进行焊接;为减少焊接对轮胎造成的损伤,采用分段焊接分散热量,并在焊接处沿挡圈外侧适当洒水,加快散热,冷却焊接处轮胎。
(5)涂漆防腐蚀。将焊接部位清理干净后涂上油漆,可以防止焊缝生锈,延长使用寿命。
结论
在上述维修工艺下,完成了橡胶填充轮胎护圈开裂的修复。期间,未发生因护圈再次开裂或断开而导致橡胶填充轮胎损坏的情况,消除了轮胎护圈开裂带来的安全隐患,有效保障了轮胎的安全。针对橡胶填充轮胎护圈开裂的问题,可在灌胶后装配轮胎时选择加厚的护圈,降低橡胶填充轮胎胎圈开裂的概率。

我是Cindy,在起重机行业有10年的工作经验,积累了丰富的专业知识,为500+客户挑选了满意的起重机,如果您对起重机有任何需求或疑问,欢迎随时联系我,我会用我的专业知识和实践经验帮您解决问题!
发送您的询问
- 邮箱: sales@hndfcrane.com
- 微信: +86 191 3738 6654
- 电报: +86 191 3738 6654
- 电话:+86-373-581 8299
- 传真:+86-373-215 7000
- 地址:中国河南省新乡市长脑工业区
 微信
微信
- 桥式起重机
- 欧洲型双梁桥式起重机:高效、安全、可靠
- 双梁桥式起重机
- 独立式工作站桥式起重机:现代工业设施的高效起重解决方案
- 吊顶式桥式起重机:无柱设计,无阻碍地面空间
- 悬挂式桥式起重机:适用于车间和仓库的轻型轨道式起重机解决方案
- 电磁桥式起重机:高效处理板坯、钢坯和废金属的解决方案
- 钢包桥式起重机:为钢厂提供可靠的热金属处理解决方案
- 抓斗桥式起重机:用于散装物料的重型起重和精确控制
- 低净空桥式起重机:节省空间的起重效率解决方案
- 手动桥式起重机:无电源环境的高效解决方案
- 5~50T QY 绝缘桥式起重机,适用于危险环境中的安全起重
- 洁净室起重机
- 工作站起重机
- 铸造桥式起重机
- 单轨起重机
- 抓斗和磁力桥式起重机
- 防爆桥式起重机
- 欧洲型单梁桥式起重机
- 单梁桥式起重机
- 旋臂式起重机
- 壁挂式旋臂起重机
- 壁挂式悬臂起重机
- 独立式旋臂起重机
- 铝合金悬臂起重机:轻巧、旋转平稳的臂架,便于起吊
- 平衡悬臂起重机:短距离机械装配的高效轻型起重
- 手动独立式悬臂起重机:适用于空间有限作业的高效手动起重解决方案
- 电动独立式悬臂起重机:高承载力快速起升的全电动解决方案
- 铰接式悬臂起重机:双臂灵活,精准起重
- 智能悬臂起重机:零重力起重智能浮动解决方案
- FEM标准悬臂起重机:配备欧洲升降装置的高性能系统
- 便携式悬臂起重机:适用于多个作业区域的移动式基地解决方案
- 采用工字钢的拉杆式独立悬臂起重机:三角形支撑稳定设计
- 带C型梁的拉杆式独立悬臂起重机:工作站超顺畅手动操作流程
- 封闭式轨道悬臂起重机:桁架臂工作站起重系统
- 电动葫芦
- 钢丝绳电动葫芦
- 环链电动葫芦
- 欧式电动葫芦
- 欧洲电动链葫芦:运行平稳、噪音低、节能
- 手动杠杆葫芦:牵引和提升任务的理想选择
- 手拉葫芦:无电源区域的手动起重
- 低净空电动葫芦:紧凑设计,最大限度提高空间效率
- 气动链式葫芦:工业用途的平稳操作
- 防爆手动链式起重机:采用防爆铜合金结构,适用于危险区域
- 起重机配件
- 适用于非电力环境的柴油绞车:高功率起重和牵引
- 起重机吊钩
- 开放式卷扬机小车:适用于桥式起重机和龙门起重机的可定制起重小车
- 电动钢丝绳绞车:适用于空间受限环境的紧凑型起重系统
- 摩擦式绞车:船舶牵引和矿山提升的专业解决方案
- 低速电动绞车:适用于工业应用的可靠重型起重设备
- 工业高速电动绞车:快速、可靠且可定制
- 用于钢卷起重的起重机C型吊钩
- 桥式起重机减速器详解:满足各种起重需求的类型
- 桥式起重机电机可提高起重效率和精度
- 桥式起重机联轴器
- 根据负载和轨道状况选择桥式起重机轨道压板
- 桥式起重机轨道解决方案,确保工业稳定性和精度
- 桥式起重机钢丝绳导向装置:提高钢丝绳精加工效率
- 架空起重机导线和电源线:可靠的电源解决方案
- 桥式起重机电缆:可靠的移动电源解决方案
- 高架起重机制动器:对安全操作至关重要
- 可定制的起重机驾驶室:增强舒适度和保护性
- 起重机吊钳
- 起重机抓斗
- 起重机卷筒
- 电动绞盘
- 吊车
- 钢丝绳滑轮
- 联系我们
- 邮箱: sales@hndfcrane.com
- 微信: +86 191 3738 6654
- 电报: +86 191 3738 6654
- 电话:+86-373-581 8299
-
