




































































































































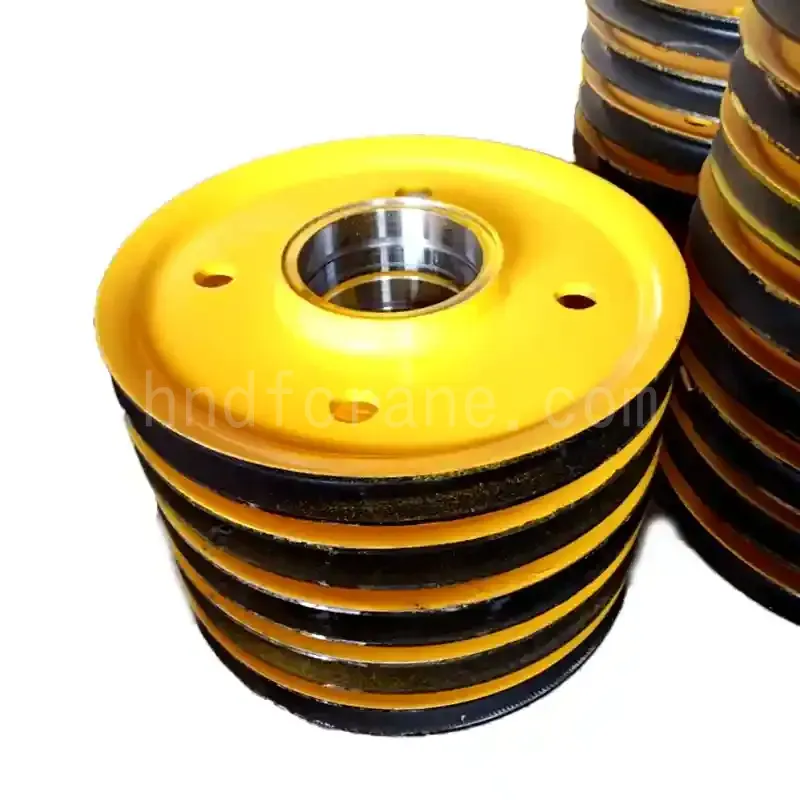


Produktintroduktion til rullede kranskiver
Valsede kranskiver er fremstillet af højkvalitetsstål. De formes gennem en varmvalsningsproces – specifikt valset på et skivevalseværk, der bruger flamme- og induktionsvarme – og monteres efterfølgende med et svejset nav og sandblæses for at producere et råemne. Det endelige produkt færdiggøres gennem efterfølgende processer, der involverer præcisionsbearbejdning og maling. Disse skiver har høj strukturel styrke, relativt lav egenvægt og fremragende slidstyrke. De er ideelt egnede til brug i krævende miljøer såsom varmvalseværker, metallurgiske anlæg, havne og kemiske faciliteter.
Funktioner ved valsede kranskiver
Let, men alligevel høj styrke: Med et rationelt strukturelt design er den 40% lettere end støbte remskiver med samme specifikationer.
Forlænget levetid: Rebsporets overflade er glat og slidstærk; den kan varmebehandles for at øge hårdheden, mens smøring reducerer friktionen betydeligt og dermed forlænger remskivens levetid med 1 til 2 gange.
Høj modstandsdygtighed over for deformation: Konventionelle remskiver oplever ofte slid under bearbejdningsprocessen. I modsætning hertil kræver valsede kranskiver minimal bearbejdning – hvilket reducerer bearbejdningsvolumen med cirka 70% sammenlignet med støbte kranskiver – hvilket resulterer i betydelige omkostningsbesparelser. Desuden er valsede kranskiver meget modstandsdygtige over for deformation under svejseoperationer.
Kort produktionscyklus: Valsede kranskiver tilbyder en 10 til 20 gange stigning i produktionseffektivitet sammenlignet med støbte kranskiver.
Integreret varmvalset formning: Har en fortykket hjulkrop, der tilbyder enestående modstandsdygtighed over for stød og deformation.
Præcisionsbearbejdet rillekant: Har en glat, gratfri overflade med en rillekrumning, der er præcist tilpasset stålwirens profil, hvilket minimerer slid på stålwiren og forbedrer driftssikkerheden.
Avanceret varmebehandling: Undergår bratkøling og anløbning (bratkøling efterfulgt af højtemperaturanløbning) for at forbedre både hårdhed og slidstyrke.
Omfattende korrosionsbeskyttelse: Involverer bejdsning og fosfatering, efterfulgt af påføring af en flerlagsbelægning (≥100 μm tykkelse) og rustbeskyttelsesoliebehandling for at maksimere levetiden.
Modulære komponenter: Har en højstyrkeaksel, præcisionslejer og dobbeltlæbede olietætninger udstyret med støvdæksler for at lette vedligeholdelse.
Kan tilpasses: Dimensioner, materialer, tætningssystemer og overfladebehandlinger kan fuldt ud tilpasses specifikke driftsforhold.
Valsede kranskiver procesflow

Materialetestning
- Spektralanalyse verificerer den kemiske sammensætningskonsistens, der er rullet af kranskiver.
- Mekanisk testning bekræfter styrke og egnethed til smedelaster fra valsede kranskiver.

Skæring
- Tysk Mesell CNC-skæremaskine leverer præcise snit med Ra ≤12,5 μm.
- Råmaterialer fra valsede kranskiver gennemgår grundlæggende spektral- og mekaniske kontroller for at sikre tilstrækkelig styrke.

Valseformning
- Termisk plasticitet: Præcis gasblanding sikrer ensartet opvarmning af rullede kranskiver og optimal metalstrømning.
- Processtabilitet: Forebyggelse af tilbageslag sikrer sikkerhed og ensartet strukturel integritet.

Udglødning og afkøling
- Forbedre eller eliminere forskellige vævsdefekter og restspændinger forårsaget af rullede kranskiver under valsning.
- Forhindr deformation og revner i de rullede kranskiver.

Svejsning
- CNC-drejemaskiner er ansvarlige for dannelse af V-formede eller U-formede faser.
- Den automatiserede svejserobotarm udfører højpræcision og ensartet svejsefyldning.

Overfladeblæsning
- Remskivens ydre overflade er kugleblæst, og oxidlaget, der dannes under varmvalsningen i rebsporet, fjernes.
- For at opnå bedre resultater under kølebehandling.

Slukket
- Induktionshærdningsmaskine udfører målrettet hærdning på valsede kranskiver og rebspor.
- Automatiseret styring sikrer stabil hårdhedsdybde med en nøjagtighed på ±0,05 mm.

Maskinbearbejdning
- CNC-drejebænke bearbejder arbejdsfladen og hakkene på de valsede kranskiver for at opnå de designmæssige størrelses-, tolerance- og overfladefinishkrav.
- Ved boreoperationer korrigeres centerhullet for at sikre koaksialitet.

Maleri
- Ekstrem vejr- og korrosionsbestandighed mod syre-/alkalierosion.
- Den robuste belægning forhindrer slid på affald og sikrer stabiliteten af de rullede kranskiver under barske forhold.

Opbevaring af færdigvarer
- Automatiseret sporing sikrer datasynkronisering i realtid og hurtig omsætning.
- Strategisk stabling maksimerer lagerkapacitet og produktsikkerhed.
Industriapplikationer til valsede kranskiver

Valsede kranskiver til RMG portalkraner
- Skivetype og dæksel: Valset kranskive med beskyttelsesdæksel.
- Rillebehandling: Mellemfrekvenshærdet, HRC 40–50+.
- Monteringsbase: Split-type design med standardspecifikationer for nem udskiftning af reservedele.
- Rebjustering: Ind-/udgangsafvigelse ≤2,5°.
- Hjuldiameter: Minimum 25× stålwirediameter.

Valsede kranskiver til havneportalkraner
- Materiale: Varmvalset Q345B stål.
- Rillevarmebehandling: Rebriller hærdet til RC40-45, hærdningsdybde >2 mm, præcisionsbearbejdet.
- Rilledybde: Minimum 1,5× stålwirediameter, glat overflade.
- Beskyttelse mod spring: Anordning installeret for at forhindre wirespring.
- Hjuldiameter: Mindst 25× stålwirens diameter.
- Rebjustering: Afvigelse for rebindgangs-/udgangsvinkel ≤2,5° fra hjulaksens vertikale plan.

Valsede kranskiver til mekaniske gribere til skovl
- Anvendelse: Til dobbeltbjælkebrokran med firewiregreb.
- Materialets densitet: Slamvægtfylde 0,8-0,9 t/m³ (1-3 spænd); Formet brændstofvægtfylde 1,1-1,3 t/m³ (4 spænd).
- Gribevolumen: 2,5 m³ (slam).
- Diameter på stålwire: 17,5 mm.









