






































































































































Vinç Makaraları Ürün Tanıtımı
Haddeleme yöntemiyle üretilen vinç makaraları, yüksek kaliteli çelik kullanılarak imal edilir. Sıcak haddeleme işlemiyle (özellikle alev ve indüksiyon ısıtması kullanan bir makara haddehanesinde) şekillendirildikten sonra, kaynaklı bir göbekle donatılır ve kaba bir boşluk elde etmek için kumlama işlemine tabi tutulur. Son ürün, hassas işleme ve boyama işlemlerini içeren sonraki süreçlerle tamamlanır. Bu makaralar yüksek yapısal mukavemete, nispeten düşük öz ağırlığa ve mükemmel aşınma direncine sahiptir. Sıcak haddehaneler, metalurji tesisleri, limanlar ve kimya tesisleri gibi zorlu ortamlarda kullanım için idealdirler.
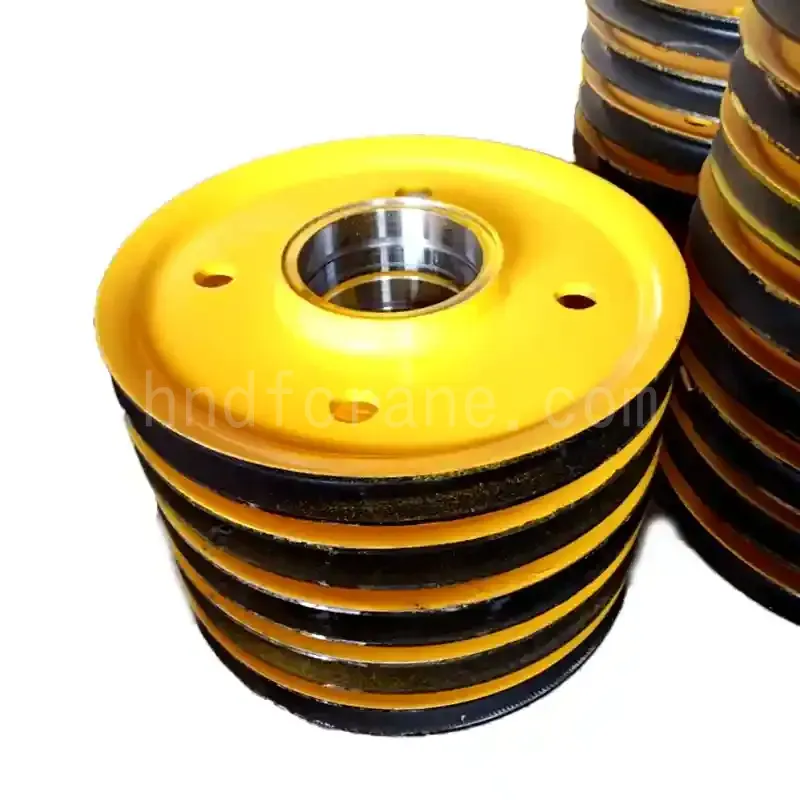
Rulo Vinç Makaralarının Özellikleri
Hafif ama Yüksek Mukavemetli: Akılcı bir yapısal tasarıma sahip olan bu kasnak, aynı özelliklere sahip dökme kasnaklardan 40% daha hafiftir.
Uzun Hizmet Ömrü: Halat oluğunun yüzeyi pürüzsüz ve aşınmaya dayanıklıdır; sertliğini artırmak için ısıl işlemden geçirilebilir, ayrıca yağlama sürtünmeyi önemli ölçüde azaltarak kasnağın kullanım ömrünü 1 ila 2 kat uzatır.
Yüksek Deformasyon Direnci: Geleneksel kasnaklar genellikle işleme sürecinde aşınmaya maruz kalır. Buna karşılık, haddelenmiş vinç kasnakları minimum kesme gerektirir; bu da döküm vinç kasnaklarına kıyasla işleme hacmini yaklaşık 70% azaltır ve önemli maliyet tasarrufu sağlar. Ayrıca, haddelenmiş vinç kasnakları kaynak işlemleri sırasında deformasyona karşı oldukça dayanıklıdır.
Kısa Üretim Döngüsü: Haddeleme yöntemiyle üretilen vinç makaraları, döküm yöntemiyle üretilen vinç makaralarına kıyasla üretim verimliliğinde 10 ila 20 kat artış sağlar.
Bütünleşik Sıcak Haddeleme Şekillendirme: Kalınlaştırılmış tekerlek gövdesi, darbelere ve deformasyona karşı olağanüstü direnç sunar.
Hassas İşlenmiş Oluklu Jant: Pürüzsüz, çapaksız bir yüzeye ve çelik tel halatın profiline tam olarak uyan bir oluk eğrisine sahip olup, bu sayede tel halat aşınmasını en aza indirir ve çalışma verimliliğini artırır.
Gelişmiş Isıl İşlem: Sertliği ve aşınma direncini artırmak için su verme ve temperleme (su verme ve ardından yüksek sıcaklıkta temperleme) işlemine tabi tutulur.
Kapsamlı Korozyon Önleyici Koruma: Bu işlem, asitle temizleme ve fosfatlama işlemlerini, ardından çok katmanlı bir kaplama (≥100 μm kalınlık) uygulanmasını ve kullanım ömrünü en üst düzeye çıkarmak için pas önleyici yağ uygulamasını içerir.
Modüler Bileşenler: Yüksek mukavemetli şafta, hassas rulmanlara ve kolay bakım için toz kapaklarıyla donatılmış çift dudaklı yağ keçelerine sahiptir.
Özelleştirilebilir: Boyutlar, malzemeler, sızdırmazlık sistemleri ve yüzey işlemleri, belirli çalışma koşullarına uyacak şekilde tamamen özelleştirilebilir.
Makaralı Vinç Makaraları Proses Akışı

Malzeme Testi
- Spektral analiz, vinç makaralarının kimyasal bileşiminin tutarlılığını doğrular.
- Mekanik testler, haddelenmiş vinç kasnaklarının dövme yüklerine uygunluğunu ve dayanıklılığını doğrulamaktadır.

Kesme
- Alman Mesell CNC kesme makinesi, Ra ≤12,5 μm hassasiyetinde kesimler sunar.
- Haddeleme yöntemiyle üretilen vinç makaralarının ham maddeleri, yeterli mukavemeti sağlamak için temel spektral ve mekanik kontrollerden geçirilmektedir.

Rulo Şekillendirme
- Termoplastisite: Hassas gaz karışımı, haddelenmiş vinç kasnaklarının homojen bir şekilde ısınmasını ve optimum metal akışını sağlar.
- Proses Kararlılığı: Geri tepme önleme, güvenliği ve tutarlı yapısal bütünlüğü sağlar.

Tavlama ve Soğutma
- Vinç makaralarının yuvarlanması sırasında oluşan çeşitli doku kusurlarını ve artık gerilimleri iyileştirin veya ortadan kaldırın.
- Vinç makaralarının deforme olmasını ve çatlamasını önleyin.

Kaynak
- CNC torna tezgahları, V veya U şeklinde pahların oluşturulmasından sorumludur.
- Otomatik kaynak robot kolu, yüksek hassasiyetli ve tutarlı kaynak dolgusu gerçekleştirir.

Yüzey Kumlama
- Kasnağın dış yüzeyi kum püskürtme yöntemiyle temizlenir ve halat oluğunda sıcak haddeleme sırasında oluşan oksit tabakası uzaklaştırılır.
- Söndürme işlemi sırasında daha iyi sonuçlar elde etmek için.

Söndürülmüş
- İndüksiyonlu sertleştirme makinesi, haddelenmiş vinç makaralarının halat oluklarında hedeflenen sertleştirme işlemini gerçekleştirir.
- Otomatik kontrol, ±0,05 mm doğrulukla istikrarlı sertlik derinliği sağlar.

İşleme
- CNC torna tezgahları, haddelenmiş vinç makaralarının çalışma yüzeyini ve çentiklerini, tasarım boyutuna, toleransa ve yüzey kalitesi gereksinimlerine uygun şekilde işler.
- Delme işlemlerinde, eş eksenliliği sağlamak için merkez deliği düzeltilir.

Tablo
- Aşırı hava koşullarına ve asit/alkali aşınmasına karşı korozyon direnci.
- Dayanıklı kaplama, aşınmayı önleyerek vinç makaralarının zorlu koşullarda bile istikrarlı kalmasını sağlar.

Bitmiş Ürün Depolama
- Otomatik takip, gerçek zamanlı veri senkronizasyonu ve hızlı işlem hacmi sağlar.
- Stratejik istifleme, depolama kapasitesini ve ürün güvenliğini en üst düzeye çıkarır.
Vinç Makara Sistemlerinin Endüstriyel Uygulamaları

RMG Portal Vinçler için Haddeleme Vinç Makaraları
- Kasnak Tipi ve Kapağı: Koruyucu kılıflı, rulo şeklinde vinç makarası.
- Oluk Bakımı: Orta frekansta sertleştirilmiş, HRC 40–50+.
- Montaj Tabanı: Yedek parça değişimini kolaylaştıran standart özelliklere sahip, ayrılabilir tip tasarım.
- Halat Hizalaması: Giriş/çıkış sapması ≤2,5°.
- Tekerlek Çapı: Minimum 25 kat tel halat çapı.

Liman Giriş Vinçleri için Haddeleme Vinç Makaraları
- Malzeme: Sıcak haddelenmiş Q345B çeliği.
- Oluk Isıl İşlemi: Halat olukları RC40–45 sertliğine kadar sertleştirilmiş, sertleştirme derinliği >2 mm, hassas işlenmiş.
- Oluk Derinliği: En az 1,5 kat tel halat çapı kalınlığında, pürüzsüz yüzeyli.
- Kayma Önleyici Koruma: Tel halatın üzerinden atlamayı önlemek için takılan cihaz.
- Tekerlek Çapı: En az 25 kat tel halat çapı.
- Halat Hizalaması: Halatın giriş/çıkış açısının tekerlek ekseni dikey düzleminden sapması ≤2,5° olmalıdır.

Mekanik Kepçeler için Makaralı Vinç Kasnakları
- Başvuru: Dört halatlı kavrama sistemine sahip çift kirişli köprü vinci için.
- Malzeme Yoğunluğu: Çamur yığın yoğunluğu 0,8–0,9 t/m³ (1–3 açıklık); Oluşmuş yakıt yığın yoğunluğu 1,1–1,3 t/m³ (4 açıklık).
- Hacmi Yakala: 2,5 m³ (çamur).
- Tel Halatın Çapı: 17,5 mm.









