




































































































































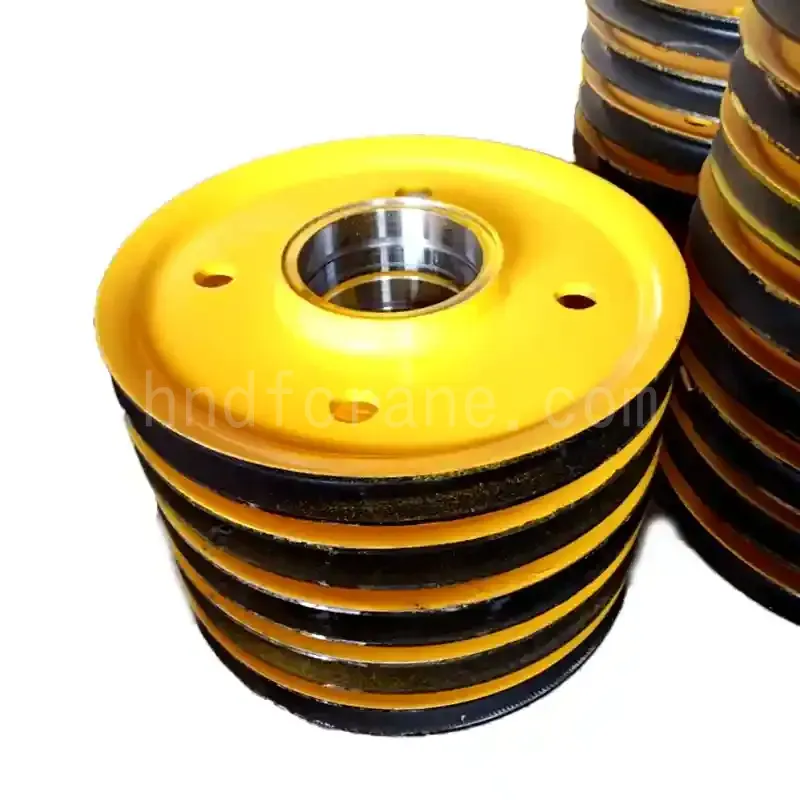


Produktintroduksjon til rullede kranskiver
Valsede kranskiver er produsert av høykvalitetsstål. De formes gjennom en varmvalsingsprosess – spesifikt valset på et skivevalseverk som bruker flamme- og induksjonsoppvarming – og deretter utstyres de med et sveiset nav og kuleblåses for å produsere et grovt emne. Sluttproduktet fullføres gjennom påfølgende prosesser som involverer presisjonsmaskinering og lakkering. Disse skivene har høy strukturell styrke, relativt lav egenvekt og utmerket slitestyrke. De er ideelt egnet for bruk i krevende miljøer som varmvalseverk, metallurgiske anlegg, havner og kjemiske anlegg.
Funksjoner for rullede kranskiver
Lett, men likevel høy styrke: Med en rasjonell strukturell design er den 40% lettere enn støpte trinser med samme spesifikasjoner.
Forlenget levetid: Tausporoverflaten er glatt og slitesterk; den kan varmebehandles for å øke hardheten, mens smøring reduserer friksjonen betydelig, og dermed forlenger trinsens levetid med 1 til 2 ganger.
Høy motstand mot deformasjon: Konvensjonelle trinser slites ofte under maskineringsprosessen. I motsetning til dette krever valsede kranskiver minimal kutting – noe som reduserer maskineringsvolumet med omtrent 70% sammenlignet med støpte kranskiver – noe som resulterer i betydelige kostnadsbesparelser. Videre er valsede kranskiver svært motstandsdyktige mot deformasjon under sveiseoperasjoner.
Kort produksjonssyklus: Valsede kranskiver gir en 10 til 20 ganger økning i produksjonseffektivitet sammenlignet med støpte kranskiver.
Integrert varmvalset forming: Har et fortykket hjulhus som gir eksepsjonell motstand mot støt og deformasjon.
Presisjonsmaskinert sporkant: Har en glatt, gradfri overflate med en sporkrumning som er nøyaktig tilpasset profilen til ståltauet, noe som minimerer ståltauets slitasje og forbedrer driftsstevnheten.
Avansert varmebehandling: Gjennomgår bråkjøling og anløping (bråkjøling etterfulgt av høytemperaturanløping) for å forbedre både hardhet og slitestyrke.
Omfattende korrosjonsbeskyttelse: Involverer beising og fosfatering, etterfulgt av påføring av et flerlagsbelegg (≥100 μm tykkelse) og rustbeskyttelsesoljebehandling for å maksimere levetiden.
Modulære komponenter: Har en høystyrkeaksel, presisjonslagre og doble oljetetninger utstyrt med støvdeksler for enkelt vedlikehold.
Tilpassbar: Dimensjoner, materialer, tetningssystemer og overflatebehandlinger kan tilpasses fullt ut for å passe til spesifikke driftsforhold.
Prosessflyt for rullede kranskiver

Materialtesting
- Spektralanalyse verifiserer den kjemiske sammensetningen som er konsistent på valsede kranskiver.
- Mekanisk testing bekrefter styrke og egnethet for smilaster fra valsede kranskiver.

Skjæring
- Den tyske Mesell CNC-skjæremaskinen leverer presise kutt med Ra ≤12,5 μm.
- Råmaterialene til valsede kranskiver gjennomgår grunnleggende spektrale og mekaniske kontroller for å sikre tilstrekkelig styrke.

Valseforming
- Termisk plastisitet: Presis gassblanding sikrer jevn oppvarming og optimal metallflyt for rullede kranskiver.
- Prosessstabilitet: Forebygging av tilbakeslag sikrer sikkerhet og konsistent strukturell integritet.

Gløding og avkjøling
- Forbedre eller eliminere diverse vevsdefekter og restspenninger forårsaket av valsede kranskiver under valsing.
- Forhindre deformasjon og sprekkdannelser i de rullede kranskivene.

Sveising
- CNC-dreiemaskiner er ansvarlige for å forme V-formede eller U-formede fasetter.
- Den automatiserte sveiserobotarmen utfører høypresisjon og jevn sveisefylling.

Overflateblåsing
- Den ytre overflaten av trinsen blir kuleblåst, og oksidlaget som dannes under varmvalsing i tausporet fjernes.
- For å oppnå bedre resultater under bråkjølingsbehandling.

Slukket
- Induksjonsslukkemaskin utfører målrettet herding på valsede kranskiver og tauspor.
- Automatisert kontroll sikrer stabil hardhetsdybde med ±0,05 mm nøyaktighet.

Maskinering
- CNC-dreiebenker bearbeider arbeidsflaten og hakkene på de valsede kranskivene for å oppnå kravene til designstørrelse, toleranse og overflatefinish.
- For boreoperasjoner korrigeres senterhullet for å sikre koaksialitet.

Maleri
- Ekstrem vær- og korrosjonsbestandighet mot syre-/alkalierosjon.
- Slitesterkt belegg forhindrer slitasje på rusk og sikrer stabilitet for rullede kranskiver under tøffe forhold.

Lagring av ferdige produkter
- Automatisert sporing sikrer datasynkronisering i sanntid og rask omsetning.
- Strategisk stabling maksimerer lagringskapasitet og produktsikkerhet.
Valsede kranskiver i industrien

Valsede kranskiver for RMG portalkraner
- Skivetype og deksel: Valset kranskive med beskyttelsesdeksel.
- Rillebehandling: Middelsfrekvensherdet, HRC 40–50+.
- Monteringsbase: Delt design med standardspesifikasjoner for enkelt utskifting av reservedeler.
- Taujustering: Inn-/utgangsavvik ≤2,5°.
- Hjuldiameter: Minimum 25× ståltaudiameter.

Valsede kranskiver for havneportalkraner
- Materiale: Varmvalset Q345B stål.
- Varmebehandling av spor: Tauspor herdet til RC40–45, herdedybde >2 mm, presisjonsmaskinert.
- Spordybde: Minimum 1,5× ståltaudiameter, glatt overflate.
- Beskyttelse mot hopp: Enhet installert for å forhindre hopping av ståltau.
- Hjuldiameter: Minst 25× ståltauets diameter.
- Taujustering: Avvik for tauinn-/utgangsvinkel ≤2,5° fra hjulaksens vertikale plan.

Valsede kranskiver for mekaniske gripebøtter
- Søknad: For dobbeltbjelkebrokran med firetausgrep.
- Materialtetthet: Slammets bulktetthet 0,8–0,9 t/m³ (1–3 spenn); Bunnstoffets bulktetthet 1,1–1,3 t/m³ (4 spenn).
- Gripevolum: 2,5 m³ (slam).
- Diameter på ståltau: 17,5 mm.









