




































































































































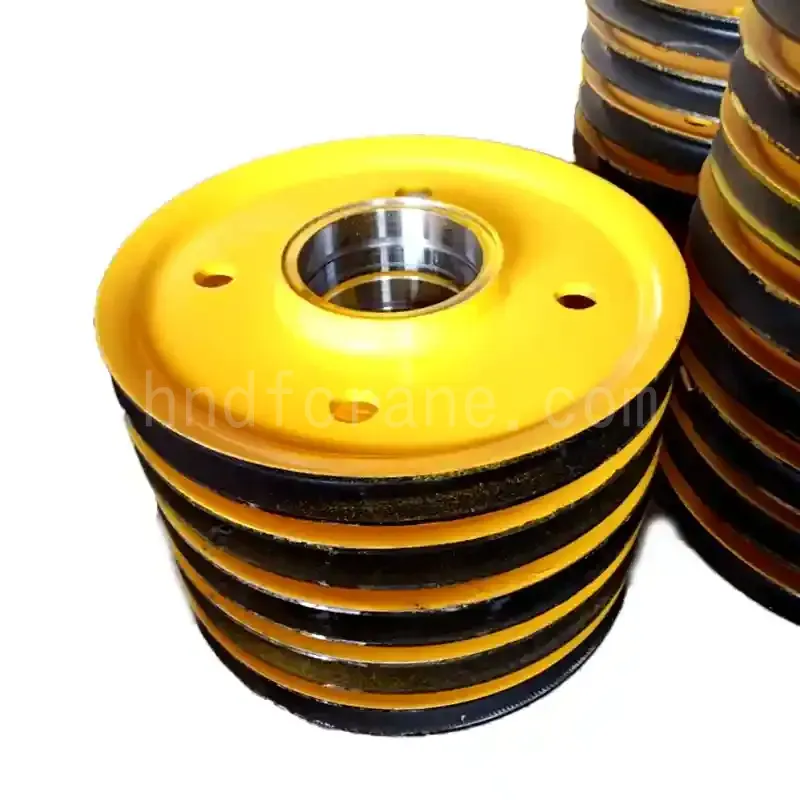


Увядзенне прадукту пракатных кранавых шківаў
Пракатныя шківы кранаў вырабляюцца з высакаякаснай сталі. Яны праходзяць працэс гарачай пракаткі — у прыватнасці, пракаткі на пракатным стане з выкарыстаннем полымя і індукцыйнага нагрэву — і пасля гэтага абсталёўваюцца зварной ступіцай і падвяргаюцца дробеструйнай апрацоўцы для атрымання чарнавой нарыхтоўкі. Канчатковы прадукт атрымліваюць паслядоўнымі працэсамі, якія ўключаюць дакладную апрацоўку і афарбоўку. Гэтыя шківы адрозніваюцца высокай трываласцю канструкцыі, адносна нізкай уласнай вагой і выдатнай зносаўстойлівасцю. Яны ідэальна падыходзяць для выкарыстання ў складаных умовах, такіх як гарачапракатныя станы, металургічныя заводы, парты і хімічныя прадпрыемствы.
Асаблівасці пракатных кранавых шківаў
Лёгкі, але высокатрывалы: Дзякуючы рацыянальнай канструкцыі, ён лягчэйшы за літыя шківы 40% з такімі ж характарыстыкамі.
Павялічаны тэрмін службы: Паверхня канаўкі троса гладкая і зносаўстойлівая; яе можна падвяргаць тэрмічнай апрацоўцы для павышэння цвёрдасці, а змазка значна зніжае трэнне, тым самым падаўжаючы тэрмін службы шківа ў 1-2 разы.
Высокая ўстойлівасць да дэфармацыі: Звычайныя шківы часта зношваюцца падчас апрацоўкі. Наадварот, пракатныя кранавыя шківы патрабуюць мінімальнай рэзкі, што памяншае аб'ём апрацоўкі прыкладна на 701 м³/с у параўнанні з літымі кранавымі шківамі, што прыводзіць да значнай эканоміі сродкаў. Акрамя таго, пракатныя кранавыя шківы вельмі ўстойлівыя да дэфармацыі падчас зварачных аперацый.
Кароткі вытворчы цыкл: Пракатныя кранавыя шківы забяспечваюць павелічэнне эфектыўнасці вытворчасці ў 10-20 разоў у параўнанні з літымі кранавымі шківамі.
Інтэгральная гарачакатаная фармаванне: Мае патоўшчаны корпус кола, які забяспечвае выключную ўстойлівасць да ўдараў і дэфармацыі.
Абадок з дакладна апрацаванай канаўкай: Мае гладкую паверхню без задзірын з крывізной канаўкі, дакладна падагнанай да профілю сталёвага троса, што мінімізуе знос троса і павышае плаўнасць працы.
Пашыраная тэрмічная апрацоўка: Праходзіць загартоўку і адпуск (загартоўка з наступным адпускам пры высокай тэмпературы) для павышэння цвёрдасці і зносаўстойлівасці.
Комплексная антыкаразійная абарона: Уключае ў сябе травленне і фасфатаванне, а затым нанясенне шматслаёвага пакрыцця (таўшчынёй ≥100 мкм) і апрацоўку антыкаразійным алеем для максімальнага падаўжэння тэрміну службы.
Модульныя кампаненты: Абсталяваны высокатрывалым валам, дакладнымі падшыпнікамі і падвойнымі маслянымі ўшчыльняльнікамі, абсталяванымі пылаахоўнымі накладкамі для палягчэння тэхнічнага абслугоўвання.
Наладжвальны: Памеры, матэрыялы, сістэмы ўшчыльнення і апрацоўка паверхняў могуць быць цалкам адаптаваны да канкрэтных умоў эксплуатацыі.
Працэс пракату кранавых шківаў

Выпрабаванне матэрыялаў
- Спектральны аналіз пацвярджае адпаведнасць хімічнага складу пракатных кранавых шківаў.
- Механічныя выпрабаванні пацвярджаюць трываласць і прыдатнасць да нагрузак ад кавання пракатных шківаў кранаў.

Рэзка
- Нямецкі станок з ЧПУ для рэзкі Mesell забяспечвае дакладныя разрэзы з Ra ≤12,5 мкм.
- Сыравіна для пракатвання кранавых шківаў праходзіць асноўныя спектральныя і механічныя праверкі для забеспячэння належнай трываласці.

Прафіляванне
- Тэрмапластычнасць: дакладнае змешванне газаў забяспечвае раўнамерны нагрэў пракатных кранавых шківаў і аптымальны паток металу.
- Стабільнасць працэсу: прадухіленне зваротнага ўзгарання забяспечвае бяспеку і стабільную структурную цэласнасць.

Адпал і астуджэнне
- Паляпшаць або ліквідаваць розныя дэфекты тканін і рэшткавыя напружанні, выкліканыя пракаткай кранавых шківаў падчас пракаткі.
- Прадухіленне дэфармацыі і расколін на катаваных шківах крана.

Зварка
- Такарныя станкі з ЧПУ адказваюць за фарміраванне V-вобразных або U-вобразных фасак.
- Аўтаматызаваная зварачная рабатызаваная рука выконвае высокадакладнае і раўнамернае запаўненне зварнога шва.

Павярхоўная дробеструйная апрацоўка
- Знешняя паверхня шківа падвяргаецца дробеструйнай апрацоўцы, і аксідны пласт, які ўтвараецца падчас гарачай пракаткі ў канаўцы каната, выдаляецца.
- Для дасягнення лепшых вынікаў падчас загартоўвальнай апрацоўкі.

Загашаны
- Індукцыйная закалочная машына выконвае мэтанакіраваную загартоўку канаўак пракатных канатаў кранавых шківаў.
- Аўтаматызаванае кіраванне забяспечвае стабільную глыбіню цвёрдасці з дакладнасцю ±0,05 мм.

Апрацоўка
- Такарныя станкі з ЧПУ апрацоўваюць рабочую паверхню і выемкі пракатных шківаў крана, каб дасягнуць патрабаванняў да памераў, дапушчальных адхіленняў і якасці паверхні.
- Для аперацый свідравання цэнтральная адтуліна карэктуецца для забеспячэння сувосяснасці.

Жывапіс
- Экстрэмальныя атмасферныя ўздзеянні і каразійная ўстойлівасць да кіслотнай/шчолачнай эрозіі.
- Трывалае пакрыццё прадухіляе знос ад смецця, забяспечваючы ўстойлівасць шківаў крана ў складаных умовах.

Складаванне гатовай прадукцыі
- Аўтаматызаванае адсочванне забяспечвае сінхранізацыю дадзеных у рэжыме рэальнага часу і хуткую абаротнасць.
- Стратэгічнае штабеліраванне максімізуе ёмістасць захоўвання і бяспеку прадукцыі.
Прымяненне пракатных кранавых шківаў у прамысловасці

Рулонныя шківы кранаў для партальных кранаў RMG
- Тып і вечка шківа: Рулонны шкіў крана з ахоўным кажухом.
- Апрацоўка паз: Загартаваны на сярэдніх частотах, HRC 40–50+.
- Мантажная аснова: Раздзельная канструкцыя са стандартнымі характарыстыкамі для лёгкай замены запасных частак.
- Выраўноўванне вяроўкі: Адхіленне ўваходу/выхаду ≤2,5°.
- Дыяметр кола: Мінімальны дыяметр троса — 25×.

Рулонныя кранавыя шківы для партальных кранаў
- Матэрыял: Гарачакатаная сталь Q345B.
- Тэрмічная апрацоўка канаўкі: Канаўкі для канатаў загартаваныя да RC40–45, глыбіня загартоўкі >2 мм, дакладна апрацаваныя.
- Глыбіня канаўкі: Мінімальны дыяметр троса 1,5× дроту, гладкая паверхня.
- Абарона ад прапускання: Прылада, усталяваная для прадухілення пераскоквання праз сталёвы трос.
- Дыяметр кола: Не менш за 25× дыяметр троса.
- Выраўноўванне вяроўкі: Адхіленне вугла ўваходу/выхаду троса ≤2,5° ад вертыкальнай плоскасці восі кола.

Рулонныя шківы крана для механічнага каўша для захватаў
- Прымяненне: Для двухбалкавага маставога крана з чатырохканатным захватам.
- Шчыльнасць матэрыялу: Аб'ёмная шчыльнасць шламу 0,8–0,9 т/м³ (1–3 пралёты); аб'ёмная шчыльнасць утворанага паліва 1,1–1,3 т/м³ (4 пралёты).
- Аб'ём захопу: 2,5 м³ (шлам).
- Дыяметр троса: 17,5 мм.









