




































































































































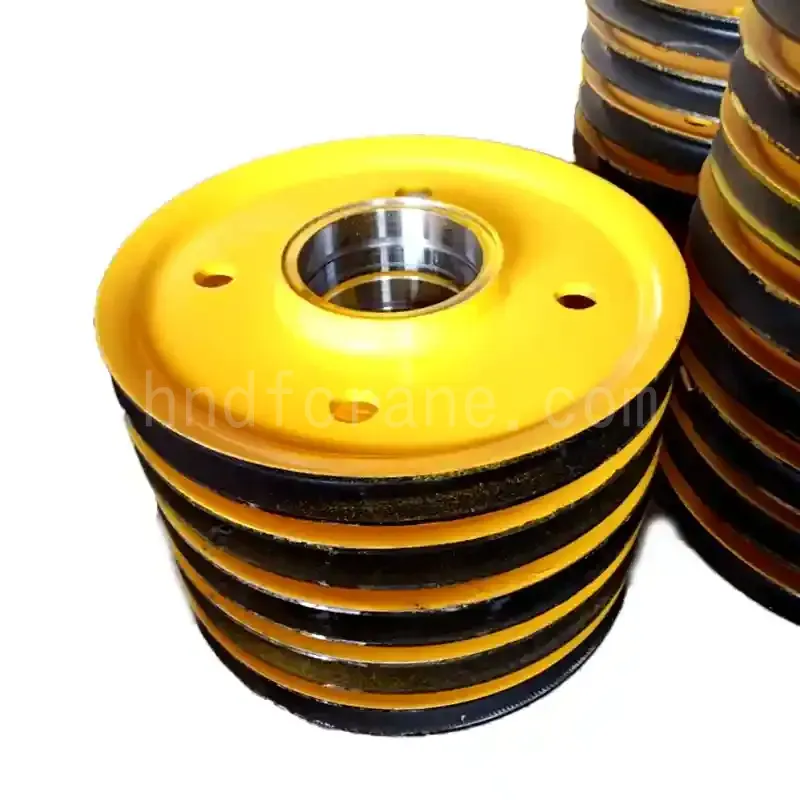


معرفی محصول قرقرههای جرثقیل نورد شده
قرقرههای جرثقیل نورد شده با استفاده از فولاد درجه بالا ساخته میشوند. این قرقرهها از طریق فرآیند نورد گرم - که به طور خاص روی یک کارخانه نورد قرقره با استفاده از شعله و گرمایش القایی نورد میشوند - شکل میگیرند و سپس با یک توپی جوش داده شده و برای تولید یک قطعه خام، شات بلاست میشوند. محصول نهایی از طریق فرآیندهای بعدی شامل ماشینکاری دقیق و رنگآمیزی تکمیل میشود. این قرقرهها دارای استحکام ساختاری بالا، وزن مخصوص نسبتاً کم و مقاومت عالی در برابر سایش هستند. آنها به طور ایدهآل برای استفاده در محیطهای دشوار مانند کارخانههای نورد گرم، کارخانههای متالورژی، بنادر و تأسیسات شیمیایی مناسب هستند.
ویژگیهای قرقرههای جرثقیل نورد شده
سبک اما با استحکام بالا: با طراحی ساختاری منطقی، 40% از قرقرههای ریختهگری با مشخصات مشابه سبکتر است.
عمر طولانی مدت: سطح شیار طناب صاف و مقاوم در برابر سایش است؛ میتوان آن را برای افزایش سختی، عملیات حرارتی کرد، در حالی که روغنکاری اصطکاک را به میزان قابل توجهی کاهش میدهد و در نتیجه عمر مفید قرقره را ۱ تا ۲ برابر افزایش میدهد.
مقاومت بالا در برابر تغییر شکل: قرقرههای معمولی اغلب در طول فرآیند ماشینکاری دچار سایش میشوند. در مقابل، قرقرههای جرثقیل نورد شده به حداقل برش نیاز دارند - که حجم ماشینکاری را تقریباً 70% در مقایسه با قرقرههای جرثقیل ریختهگری کاهش میدهد - و در نتیجه باعث صرفهجویی قابل توجه در هزینه میشود. علاوه بر این، قرقرههای جرثقیل نورد شده در برابر تغییر شکل در طول عملیات جوشکاری بسیار مقاوم هستند.
چرخه تولید کوتاه: قرقرههای جرثقیل نورد شده در مقایسه با قرقرههای جرثقیل ریختهگری شده، افزایش 10 تا 20 برابری در راندمان تولید را ارائه میدهند.
شکلدهی نورد گرم یکپارچه: دارای بدنه چرخ ضخیم که مقاومت فوقالعادهای در برابر ضربه و تغییر شکل ارائه میدهد.
لبه شیاردار ماشینکاری شده با دقت بالا: دارای سطحی صاف و بدون پلیسه با انحنای شیار که دقیقاً با پروفیل طناب فولادی مطابقت دارد، در نتیجه سایش طناب فولادی را به حداقل رسانده و نرمی عملیاتی را افزایش میدهد.
عملیات حرارتی پیشرفته: برای افزایش سختی و مقاومت در برابر سایش، تحت عملیات کوئنچ و تمپر (کوئنچ و به دنبال آن تمپر در دمای بالا) قرار میگیرد.
محافظت جامع در برابر خوردگی: شامل اسیدشویی و فسفاته کردن و به دنبال آن اعمال پوشش چند لایه (با ضخامت ≥100μm) و عملیات روغن کاری ضد زنگ برای به حداکثر رساندن عمر مفید است.
اجزای مدولار: دارای شفت با استحکام بالا، یاتاقانهای دقیق و آببندهای روغن دو لبه مجهز به پوشش گرد و غبار برای تسهیل نگهداری آسان.
قابل تنظیم: ابعاد، مواد، سیستمهای آببندی و عملیات سطحی میتوانند کاملاً متناسب با شرایط عملیاتی خاص تنظیم شوند.
جریان فرآیند قرقرههای جرثقیل نورد شده

آزمایش مواد
- تجزیه و تحلیل طیفی، ثبات ترکیب شیمیایی قرقرههای جرثقیل نورد شده را تأیید میکند.
- آزمایش مکانیکی، استحکام و مناسب بودن قرقرههای غلتکی جرثقیل برای بارهای آهنگری را تأیید میکند.

برش
- دستگاه برش CNC آلمانی Mesell برشهای دقیقی با Ra ≤12.5 میکرومتر ارائه میدهد.
- مواد اولیه قرقرههای جرثقیل نورد شده، تحت بررسیهای طیفی و مکانیکی اولیه قرار میگیرند تا از استحکام کافی آنها اطمینان حاصل شود.

رول فرمینگ
- پلاستیسیته حرارتی: اختلاط دقیق گاز، گرمایش یکنواخت قرقرههای جرثقیل نورد شده و جریان بهینه فلز را تضمین میکند.
- پایداری فرآیند: جلوگیری از بازگشت شعله، ایمنی و یکپارچگی ساختاری پایدار را تضمین میکند.

آنیل و خنک سازی
- نقصهای مختلف بافت و تنشهای پسماند ناشی از قرقرههای جرثقیل نورد شده در حین نورد را بهبود بخشیده یا از بین ببرید.
- از تغییر شکل و ترک خوردگی قرقره های غلتکی جرثقیل جلوگیری کنید.

جوشکاری
- ماشینهای تراش CNC وظیفه شکلدهی پخهای V شکل یا U شکل را بر عهده دارند.
- بازوی رباتیک جوشکاری خودکار، پر کردن جوش با دقت بالا و یکنواخت را انجام میدهد.

شات بلاست سطحی
- سطح بیرونی قرقره با شات بلاست (شات سندبلاست) سوراخ میشود و لایه اکسیدی که در طول نورد گرم در شیار طناب ایجاد شده است، برداشته میشود.
- برای دستیابی به نتایج بهتر در طول درمان کوئنچ.

خاموش شده
- دستگاه کوئنچ القایی، سختکاری هدفمند را روی شیارهای طناب قرقرههای جرثقیل غلتشی انجام میدهد.
- کنترل خودکار، عمق سختی پایدار را با دقت ±0.05 میلیمتر تضمین میکند.

ماشینکاری
- ماشینهای تراش CNC سطح کار و شیارهای قرقرههای جرثقیل نورد شده را پردازش میکنند تا به اندازه، تلرانس و الزامات پرداخت سطح طراحی دست یابند.
- برای عملیات سوراخکاری، سوراخ مرکزی اصلاح میشود تا از هم محوری آن اطمینان حاصل شود.

رنگ آمیزی
- مقاومت در برابر آب و هوای شدید و خوردگی در برابر فرسایش اسیدی/قلیایی.
- پوشش سخت از ساییدگی ناشی از خرده سنگها جلوگیری میکند و پایداری قرقرههای جرثقیل غلتشی را در شرایط سخت تضمین میکند.

انبارداری محصولات نهایی
- ردیابی خودکار، همگامسازی دادهها در لحظه و گردش سریع را تضمین میکند.
- چیدمان استراتژیک، ظرفیت ذخیرهسازی و ایمنی محصول را به حداکثر میرساند.
کاربردهای صنعتی قرقرههای جرثقیل نورد شده

قرقرههای جرثقیل نورد شده برای جرثقیلهای دروازهای RMG
- نوع و پوشش قرقره: قرقره جرثقیل نورد شده با پوشش محافظ.
- درمان شیار: سختکاری شده با فرکانس متوسط، HRC 40-50+.
- پایه نصب: طراحی از نوع دو تکه با مشخصات استاندارد برای تعویض آسان قطعات یدکی.
- تراز طناب: انحراف ورودی/خروجی ≤۲.۵ درجه.
- قطر چرخ: حداقل قطر طناب سیمی ۲۵×.

قرقرههای جرثقیل نورد شده برای جرثقیلهای پورتال بندری
- مواد: فولاد Q345B نورد گرم شده.
- عملیات حرارتی شیار: شیارهای طناب تا RC40-45 سختکاری شدهاند، عمق سختکاری > 2 میلیمتر، ماشینکاری دقیق.
- عمق شیار: حداقل قطر طناب سیمی ۱.۵ برابر، سطح صاف.
- محافظت در برابر لغزش: وسیلهای برای جلوگیری از پریدن طناب سیمی نصب شده است.
- قطر چرخ: حداقل قطر طناب سیمی ۲۵ برابر.
- تراز طناب: انحراف زاویه ورود/خروج طناب ≤۲.۵ درجه از صفحه عمودی محور چرخ.

قرقرههای جرثقیل نورد شده برای سطل چنگکهای مکانیکی
- کاربرد: برای جرثقیل پل دو پل با گیره چهار طنابی.
- تراکم مواد: چگالی حجمی لجن ۰.۸ تا ۰.۹ تن بر متر مکعب (۱ تا ۳ دهانه)؛ چگالی حجمی سوخت تشکیلشده ۱.۱ تا ۱.۳ تن بر متر مکعب (۴ دهانه).
- حجم برداشت: ۲.۵ متر مکعب (لجن).
- قطر طناب سیمی: ۱۷.۵ میلیمتر.









