






































































































































Введение в продукцию: Роликовые шкивы для кранов.
Шкивы для кранов изготавливаются из высококачественной стали. Они формируются методом горячей прокатки — в частности, на прокатном стане для шкивов с использованием пламенного и индукционного нагрева — затем к ним приваривается ступица, и они подвергаются дробеструйной обработке для получения заготовки. Завершающий этап производства включает прецизионную механическую обработку и покраску. Эти шкивы отличаются высокой прочностью, относительно малым собственным весом и превосходной износостойкостью. Они идеально подходят для использования в сложных условиях, таких как прокатные станы горячей прокатки, металлургические заводы, порты и химические предприятия.
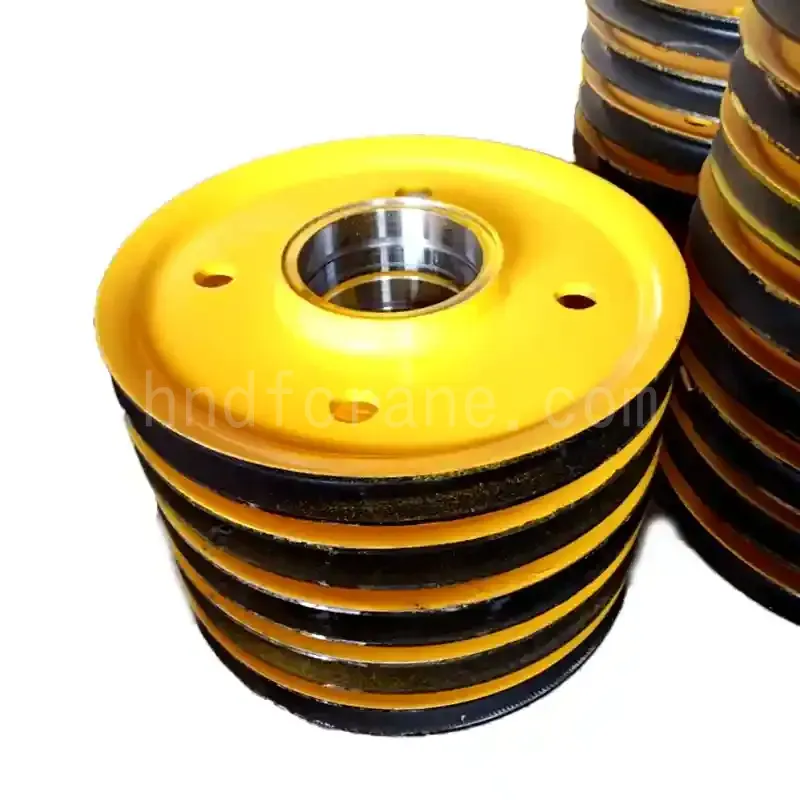
Характеристики роликовых шкивов для кранов
Легкий, но при этом высокопрочный: Благодаря рациональной конструкции, он на 40% легче, чем литые шкивы с аналогичными характеристиками.
Увеличенный срок службы: Поверхность канавки для троса гладкая и износостойкая; ее можно подвергнуть термообработке для повышения твердости, а смазка значительно снижает трение, тем самым увеличивая срок службы шкива в 1-2 раза.
Высокая устойчивость к деформации: Традиционные шкивы часто изнашиваются в процессе механической обработки. В отличие от них, прокатные крановые шкивы требуют минимальной резки, что снижает объем обработки примерно на 701 тонну по сравнению с литыми крановыми шкивами и приводит к значительной экономии средств. Кроме того, прокатные крановые шкивы обладают высокой устойчивостью к деформации во время сварочных работ.
Короткий производственный цикл: Прокатные шкивы для кранов обеспечивают 10-20-кратное повышение эффективности производства по сравнению с литыми шкивами.
Цельнолитая горячекатаная формовка: Отличительной особенностью является утолщенный корпус колеса, обеспечивающий исключительную устойчивость к ударам и деформации.
Обод с прецизионно обработанными канавками: Обладает гладкой поверхностью без заусенцев, с кривизной канавок, точно соответствующей профилю стального троса, что минимизирует износ троса и повышает плавность хода.
Усовершенствованная термообработка: Подвергается закалке и отпуску (закалка с последующим высокотемпературным отпуском) для повышения твердости и износостойкости.
Комплексная антикоррозионная защита: Процесс включает травление и фосфатирование, за которыми следует нанесение многослойного покрытия (толщиной ≥100 мкм) и обработка антикоррозионным маслом для максимального увеличения срока службы.
Модульные компоненты: Оснащен высокопрочным валом, прецизионными подшипниками и двухкромочными сальниками с пылезащитными крышками для облегчения технического обслуживания.
Настраиваемый: Размеры, материалы, системы уплотнения и обработка поверхности могут быть полностью адаптированы к конкретным условиям эксплуатации.
Технологический процесс изготовления роликовых шкивов для кранов

Испытание материалов
- Спектральный анализ подтверждает однородность химического состава прокатанных шкивов крана.
- Механические испытания подтверждают прочность и пригодность для использования в качестве ковочных нагрузок для прокатных шкивов кранов.

Резка
- Немецкий станок с ЧПУ Mesell обеспечивает точную резку с шероховатостью Ra ≤12,5 мкм.
- Сырье для изготовления прокатных блоков для кранов проходит базовые спектральные и механические проверки для обеспечения достаточной прочности.

Прокатка
- Термопластичность: Точное смешивание газов обеспечивает равномерный нагрев прокатанных шкивов крана и оптимальный поток металла.
- Стабильность процесса: Предотвращение обратного пламени обеспечивает безопасность и неизменную структурную целостность.

Отжиг и охлаждение
- Улучшить или устранить различные дефекты тканей и остаточные напряжения, возникающие из-за прокатки шкивов крана в процессе прокатки.
- Предотвращает деформацию и растрескивание прокатных блоков крана.

Сварка
- Токарные станки с ЧПУ отвечают за формирование V-образных или U-образных фасок.
- Автоматизированный сварочный роботизированный манипулятор обеспечивает высокоточное и равномерное заполнение сварного шва.

Пескоструйная обработка поверхности
- Внешняя поверхность шкива подвергается дробеструйной обработке, в результате чего удаляется оксидный слой, образовавшийся в процессе горячей прокатки в канавке для каната.
- Для достижения лучших результатов в процессе закалки.

Закалённый
- Индукционная закалочная машина выполняет целенаправленную закалку канавок для канатов на прокатанных шкивах крана.
- Автоматизированное управление обеспечивает стабильную глубину закалки с точностью ±0,05 мм.

Механическая обработка
- Токарные станки с ЧПУ обрабатывают рабочую поверхность и выемки прокатанных шкивов крана для достижения требуемых размеров, допусков и качества поверхности.
- При расточке центральное отверстие корректируется для обеспечения соосности.

Рисование
- Устойчивость к экстремальным погодным условиям и коррозии, в том числе от кислотной/щелочной эрозии.
- Прочное покрытие предотвращает износ от пыли и мусора, обеспечивая устойчивость роликовых блоков крана в суровых условиях.

Складирование готовой продукции
- Автоматизированное отслеживание обеспечивает синхронизацию данных в режиме реального времени и быструю обработку.
- Стратегическое размещение товаров в штабелях позволяет максимально увеличить вместимость склада и обеспечить безопасность продукции.
Промышленные применения роликовых шкивов для кранов

Рулонные шкивы для козловых кранов RMG
- Тип и покрытие шкива: Рулонный шкив крана с защитным кожухом.
- Обработка борозд: Закалка средней частотой, твердость по Роквеллу 40–50+.
- Монтажное основание: Раздельная конструкция со стандартными характеристиками для удобной замены запасных частей.
- Выравнивание каната: Отклонение при въезде/выезде ≤2,5°.
- Диаметр колеса: Минимальный диаметр стального троса — 25× диаметр стального троса.

Вальцовые крановые блоки для портовых кранов
- Материал: Горячекатаная сталь Q345B.
- Термическая обработка канавок: Канавки для каната закалены до твердости RC40–45, глубина закалки >2 мм, прецизионная механическая обработка.
- Глубина канавки: Минимальный диаметр стального троса — 1,5 × диаметр троса, гладкая поверхность.
- Защита от пропуска: Установлено устройство для предотвращения соскальзывания троса.
- Диаметр колеса: Диаметр стального троса должен быть как минимум в 25 раз больше диаметра обычного троса.
- Выравнивание каната: Отклонение угла входа/выхода троса от вертикальной плоскости оси колеса не должно превышать 2,5°.

Вальцовые шкивы для кранов с механическими грейферами и ковшами
- Приложение: Для двухбалочного мостового крана с четырехтросовым грейфером.
- Плотность материала: Насыпная плотность шлама 0,8–0,9 т/м³ (1–3 пролета); насыпная плотность сформированного топлива 1,1–1,3 т/м³ (4 пролета).
- Объём захвата: 2,5 м³ (шлам).
- Диаметр стального троса: 17,5 мм.









