




































































































































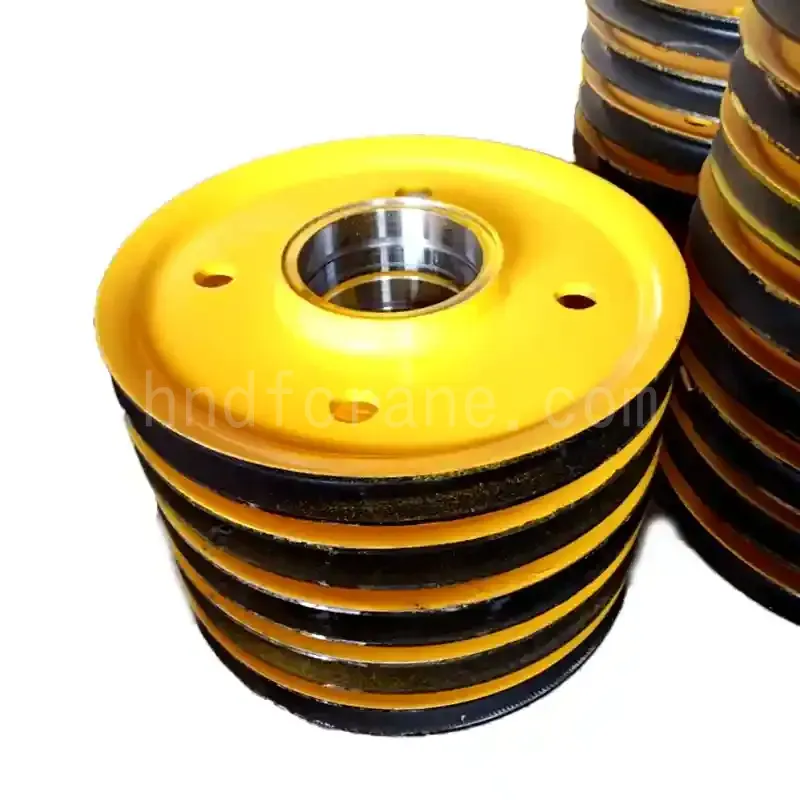


Produktintroduktion för valsade kranskivor
Valsade kranskivor tillverkas av högkvalitativt stål. De formas genom en varmvalsningsprocess – specifikt valsade på ett skivvalsverk som använder flam- och induktionsvärme – och förses sedan med ett svetsat nav och blästras för att producera ett grovt ämne. Slutprodukten färdigställs genom efterföljande processer som involverar precisionsbearbetning och målning. Dessa skivor har hög strukturell hållfasthet, relativt låg egenvikt och utmärkt slitstyrka. De är idealiska för användning i krävande miljöer som varmvalsverk, metallurgiska anläggningar, hamnar och kemiska anläggningar.
Funktioner för valsade kranskivor
Lätt men ändå hög styrka: Med en rationell strukturell design är den 40% lättare än gjutna remskivor med samma specifikationer.
Förlängd livslängd: Repets spåryta är slät och slitstark; den kan värmebehandlas för att öka hårdheten, medan smörjning avsevärt minskar friktionen, vilket förlänger remskivans livslängd med 1 till 2 gånger.
Hög motståndskraft mot deformation: Konventionella remskivor slits ofta under bearbetningsprocessen. Däremot kräver valsade kranskivor minimal skärning – vilket minskar bearbetningsvolymen med cirka 70% jämfört med gjutna kranskivor – vilket resulterar i betydande kostnadsbesparingar. Dessutom är valsade kranskivor mycket motståndskraftiga mot deformation under svetsoperationer.
Kort tillverkningscykel: Valsade kranskivor erbjuder en 10 till 20-faldig ökning av produktionseffektiviteten jämfört med gjutna kranskivor.
Integrerad varmvalsad formning: Har en förtjockad hjulkropp som erbjuder exceptionell motståndskraft mot stötar och deformation.
Precisionsbearbetad spårkant: Har en slät, gradfri yta med en spårkrökning som är exakt anpassad till stålvajerns profil, vilket minimerar vajerslitaget och förbättrar driften.
Avancerad värmebehandling: Genomgår kylning och anlöpning (kylning följt av högtemperaturanlöpning) för att förbättra både hårdhet och slitstyrka.
Omfattande korrosionsskydd: Innebär betning och fosfatering, följt av applicering av en flerskiktsbeläggning (≥100 μm tjocklek) och rostskyddsoljebehandling för att maximera livslängden.
Modulära komponenter: Har en höghållfast axel, precisionslager och dubbla oljetätningar med dammskydd för att underlätta enkelt underhåll.
Anpassningsbar: Mått, material, tätningssystem och ytbehandlingar kan anpassas helt för att passa specifika driftsförhållanden.
Processflöde för valsade kranskivor

Materialtestning
- Spektralanalys verifierar den kemiska sammansättningen som rullas av krantrissor.
- Mekanisk provning bekräftar hållfasthet och lämplighet för smideslaster från valsade kranskivor.

Skärande
- Tyska Mesell CNC-skärmaskin levererar exakta snitt med Ra ≤12,5 μm.
- Råmaterialet för valsade kranskivor genomgår grundläggande spektrala och mekaniska kontroller för att säkerställa tillräcklig hållfasthet.

Rullformning
- Termisk plasticitet: Exakt gasblandning säkerställer jämn uppvärmning och optimalt metallflöde för de rullade kranskivorna.
- Processtabilitet: Bakslagsförebyggande åtgärder säkerställer säkerhet och konsekvent strukturell integritet.

Glödgning och kylning
- Förbättra eller eliminera diverse vävnadsdefekter och kvarvarande spänningar orsakade av valsade kranskivor under valsning.
- Förhindra deformation och sprickbildning i de rullade kranhjulen.

Svetsning
- CNC-svarvmaskiner ansvarar för att forma V-formade eller U-formade faser.
- Den automatiserade svetsrobotarmen utför högprecision och jämn svetsfyllning.

Ytblästring
- Remskivans yttre yta blästras med kulblästring, och oxidskiktet som genereras under varmvalsningen i repets spår avlägsnas.
- För att uppnå bättre resultat under kylbehandlingen.

Släckt
- Induktionshärdningsmaskin utför riktad härdning på valsade kranskivors repspår.
- Automatiserad styrning säkerställer stabilt hårdhetsdjup med ±0,05 mm noggrannhet.

Maskinbearbetning
- CNC-svarvar bearbetar arbetsytan och skårorna på de valsade kranskivorna för att uppnå designkraven för storlek, tolerans och ytfinish.
- För borrningsoperationer korrigeras centrumhålet för att säkerställa koaxialitet.

Målning
- Extrem väder- och korrosionsbeständighet mot syra-/alkalierosion.
- Tålig beläggning förhindrar slitage på skräp, vilket säkerställer stabilitet hos de rullade kranskivorna under tuffa förhållanden.

Lagerhållning av färdiga produkter
- Automatiserad spårning säkerställer datasynkronisering i realtid och snabb omsättning.
- Strategisk stapling maximerar lagringskapacitet och produktsäkerhet.
Valsade kranskivor inom industrin

Valsade kranskivor för RMG-portalkranar
- Skivtyp och lock: Rullad kranskiva med skyddskåpa.
- Spårbehandling: Medelfrekvenshärdad, HRC 40–50+.
- Monteringsbas: Delad design med standardspecifikationer för enkelt reservdelsbyte.
- Repjustering: In-/utfartsavvikelse ≤2,5°.
- Hjuldiameter: Minst 25× stålvajerdiameter.

Valsade kranskivor för hamnportalkranar
- Material: Varmvalsat Q345B-stål.
- Värmebehandling av spår: Repspår härdade till RC40–45, härdningsdjup >2 mm, precisionsbearbetade.
- Spårdjup: Minst 1,5× stålvajerdiameter, slät yta.
- Skydd mot hoppande: Anordning installerad för att förhindra att vajer hoppar.
- Hjuldiameter: Minst 25× stålvajerns diameter.
- Repjustering: Vinkelavvikelse för repingång/-utgång ≤2,5° från hjulaxelns vertikala plan.

Valsade kranskivor för mekaniska gripskopor
- Ansökan: För dubbelbalksbrokran med fyrlinsgrepp.
- Materialdensitet: Slammets bulkdensitet 0,8–0,9 t/m³ (1–3 spann); Formad bränslets bulkdensitet 1,1–1,3 t/m³ (4 spann).
- Fånga volym: 2,5 m³ (slam).
- Stålvajerdiameter: 17,5 mm.









