




































































































































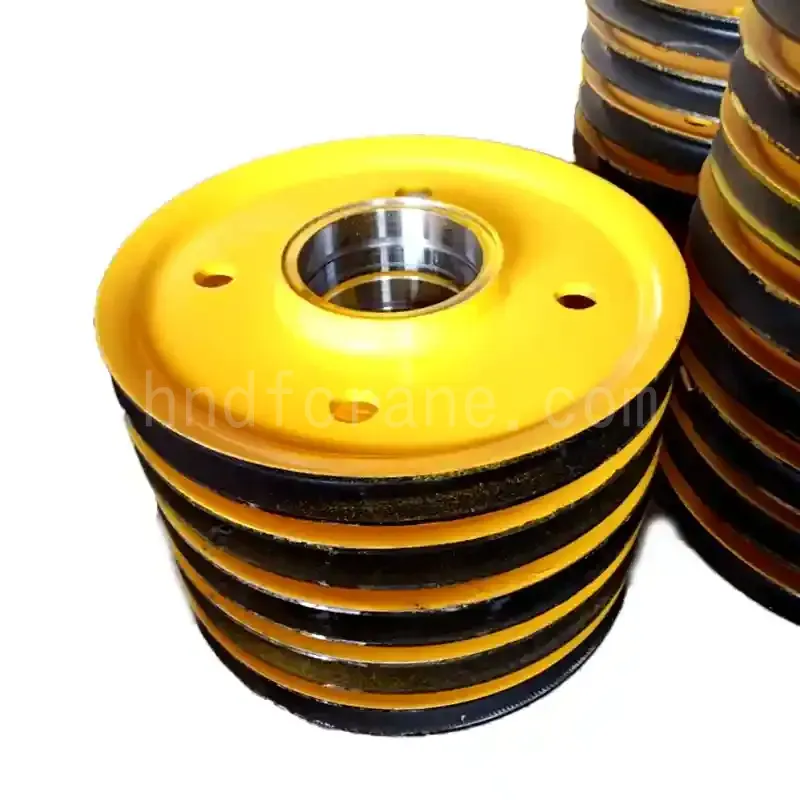


ロールドクレーンシーブ製品紹介
圧延クレーンシーブは、高品位鋼材を使用して製造されます。熱間圧延工程(特に、炎と誘導加熱を利用したシーブ圧延機による圧延)を経て成形され、その後、溶接ハブが取り付けられ、ショットブラスト処理によって粗ブランクが製造されます。最終製品は、精密機械加工と塗装を含む後工程を経て完成します。これらのシーブは、高い構造強度、比較的低い自重、そして優れた耐摩耗性を特長としています。熱間圧延工場、冶金工場、港湾、化学プラントなど、過酷な環境での使用に最適です。
ロールクレーンシーブの特徴
軽量でありながら高強度: 合理的な構造設計を採用しており、同仕様の鋳造プーリーよりも40%軽量です。
耐用年数の延長: ロープ溝の表面は滑らかで耐摩耗性に優れており、熱処理によって硬度を高めることができます。また、潤滑剤を使用することで摩擦を大幅に低減できるため、プーリーの耐用年数を1~2倍に延ばすことができます。
変形に対する高い耐性: 従来のプーリーは、機械加工中に摩耗が生じることが多い。一方、圧延加工されたクレーンシーブは切削量が最小限で済むため、鋳造クレーンシーブに比べて加工量が約701トン削減され、大幅なコスト削減につながる。さらに、圧延加工されたクレーンシーブは、溶接作業中の変形に対しても高い耐性を持つ。
短い製造サイクル: 圧延加工されたクレーン用滑車は、鋳造されたクレーン用滑車に比べて、生産効率が10~20倍向上する。
一体型熱間圧延成形: 厚みのあるホイールボディを採用することで、衝撃や変形に対する優れた耐性を実現しています。
精密加工された溝付きリム: 滑らかでバリのない表面と、鋼線ロープの形状に正確に適合した溝の曲率を誇り、これによりワイヤーロープの摩耗を最小限に抑え、動作のスムーズさを向上させます。
高度な熱処理: 硬度と耐摩耗性を向上させるため、焼入れ焼戻し(焼入れ後に高温焼戻しを行う)処理を施す。
包括的な防錆保護: 耐用年数を最大限に延ばすため、酸洗とリン酸塩処理の後、多層コーティング(厚さ100μm以上)と防錆油処理を施す。
モジュール式コンポーネント: 高強度シャフト、精密ベアリング、およびメンテナンスを容易にするためのダストカバー付きダブルリップオイルシールを備えています。
カスタマイズ可能: 寸法、材質、シーリングシステム、表面処理などは、特定の運転条件に合わせて完全にカスタマイズ可能です。
圧延クレーンシーブの製造工程フロー

材料試験
- スペクトル分析により、クレーン用滑車の圧延材の化学組成の一貫性が検証された。
- 機械的試験により、圧延クレーン滑車の強度と鍛造荷重への適合性が確認された。

切断
- ドイツ製Mesell社製CNC切断機は、Ra≦12.5μmの高精度切断を実現します。
- 圧延されたクレーン用滑車の原材料は、十分な強度を確保するために、基本的な分光検査と機械的検査を受けます。

ロール成形
- 熱塑性:精密なガス混合により、圧延されたクレーン用滑車の均一な加熱と最適な金属流動が保証されます。
- プロセスの安定性:逆火防止により、安全性と構造的完全性の維持が確保されます。

焼きなましと冷却
- 圧延時に発生するクレーン滑車の様々な組織欠陥や残留応力を改善または解消する。
- 圧延されたクレーン用滑車の変形や亀裂を防止する。

溶接
- CNC旋盤は、V字型またはU字型の面取り加工を担当する。
- 自動溶接ロボットアームは、高精度かつ均一な溶接充填を実現します。

表面ショットブラスト
- プーリーの外面はショットブラスト処理され、熱間圧延時にロープ溝に発生した酸化層が除去される。
- 焼入れ処理においてより良い結果を得るために。

クエード
- 誘導焼入れ機は、圧延されたクレーン滑車のロープ溝に的を絞った焼き入れ処理を施す。
- 自動制御により、±0.05mmの精度で安定した硬度深さが保証されます。

機械加工
- CNC旋盤は、圧延されたクレーン用滑車の作業面と切り欠きを加工し、設計上の寸法、公差、表面仕上げの要件を満たすようにする。
- ボーリング加工においては、同軸性を確保するために中心穴の修正が行われる。

ペインティング
- 過酷な気象条件や、酸・アルカリによる腐食に対する耐性。
- 丈夫なコーティングにより、摩耗粉による損傷を防ぎ、過酷な条件下でもクレーン用滑車の安定性を確保します。

完成品倉庫
- 自動追跡により、リアルタイムのデータ同期と迅速な処理が保証されます。
- 戦略的な積み重ねにより、保管容量と製品の安全性を最大限に高めることができます。
圧延クレーンシーブの産業用途

RMGガントリークレーン用圧延クレーンシーブ
- シーブの種類とカバー: 保護カバー付きのロール式クレーン用滑車。
- 溝処理: 中周波焼入れ処理済み、HRC 40~50以上。
- 取り付けベース: 分割型設計で、標準仕様を採用しているため、部品の交換が容易です。
- ロープのアライメント: 進入/退出時の偏差は2.5°以下。
- ホイール直径: 最低でもワイヤーロープの直径の25倍。

港湾クレーン用圧延クレーンシーブ
- 材料: 熱間圧延Q345B鋼。
- 溝部熱処理: ロープ溝はRC40~45に硬化処理され、硬化深さは2mm以上で、精密機械加工されています。
- 溝の深さ: ワイヤーロープの直径の最低1.5倍、表面は滑らかであること。
- スキップ防止機能: ワイヤーロープの飛び出しを防止するために設置された装置。
- ホイール直径: ワイヤーロープの直径の少なくとも25倍。
- ロープのアライメント: ロープの進入/退出角度は、車輪軸の垂直面から2.5°以下であること。

機械式グラブバケット用ロール式クレーンシーブ
- 応用: 4本のロープ式グラブを備えた二重桁橋形クレーン用。
- 材料密度: スラッジの嵩密度は0.8~0.9 t/m³(1~3スパン)、生成燃料の嵩密度は1.1~1.3 t/m³(4スパン)です。
- 音量を掴む: 2.5 m³(汚泥)。
- ワイヤーロープの直径: 17.5 mm。









