




































































































































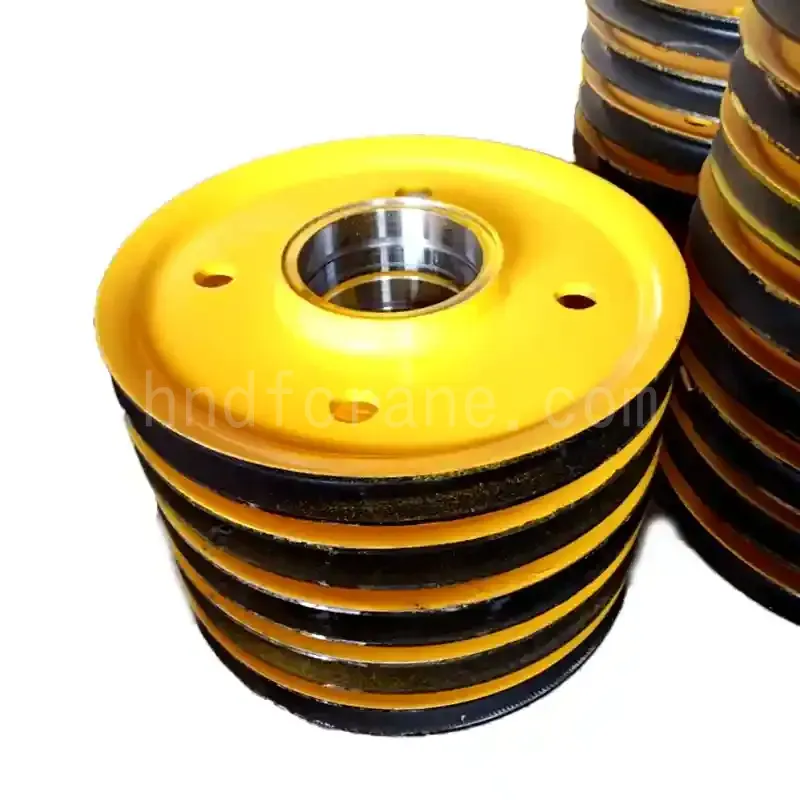


Вступ до продукту з прокатних кранових шківів
Прокатні кранові шківи виготовляються з високоякісної сталі. Вони формуються за допомогою процесу гарячого прокату, тобто прокатки на прокатному стані з використанням полум'яного та індукційного нагрівання, а потім оснащуються зварною маточиною та піддаються дробоструминній обробці для отримання чорнової заготовки. Кінцевий продукт проходить подальші процеси, що включають точну обробку та фарбування. Ці шківи характеризуються високою конструктивною міцністю, відносно низькою власною вагою та чудовою зносостійкістю. Вони ідеально підходять для використання в складних умовах, таких як стани гарячого прокату, металургійні заводи, порти та хімічні підприємства.
Особливості прокатних кранових шківів
Легкий, але водночас високоміцний: Завдяки раціональній структурній конструкції, він 40% легший за литі шківи з тими ж характеристиками.
Збільшений термін служби: Поверхня канавки каната гладка та зносостійка; її можна термічно обробити для підвищення твердості, а мастило значно зменшує тертя, тим самим подовжуючи термін служби шківа в 1-2 рази.
Висока стійкість до деформації: Звичайні шківи часто зношуються під час процесу обробки. Натомість, катані кранові шківи потребують мінімального різання, що зменшує обсяг обробки приблизно на 701 м³/год порівняно з литими крановими шківами, що призводить до значної економії коштів. Крім того, катані кранові шківи мають високу стійкість до деформації під час зварювальних операцій.
Короткий виробничий цикл: Прокатні кранові шківи забезпечують від 10 до 20 разів підвищення ефективності виробництва порівняно з литими крановими шківами.
Інтегральне гарячекатане формування: Має потовщений корпус колеса, який забезпечує виняткову стійкість до ударів та деформації.
Прецизійно оброблений обідок з канавкою: Має гладку поверхню без задирок з кривизною канавки, точно підібраною до профілю сталевого каната, що мінімізує знос каната та підвищує плавність роботи.
Поглиблена термічна обробка: Проходить загартування та відпуск (загартування з подальшим високотемпературним відпуском) для підвищення твердості та зносостійкості.
Комплексний антикорозійний захист: Включає травлення та фосфатування, а потім нанесення багатошарового покриття (товщиною ≥100 мкм) та обробку антикорозійною олією для максимального збільшення терміну служби.
Модульні компоненти: Має високоміцний вал, прецизійні підшипники та двосторонні масляні ущільнення, оснащені пилозахисними кришками для полегшення обслуговування.
Настроюється: Розміри, матеріали, системи ущільнень та обробка поверхонь можуть бути повністю налаштовані відповідно до конкретних умов експлуатації.
Процес прокату кранових шківів

Випробування матеріалів
- Спектральний аналіз підтверджує консистенцію хімічного складу прокату кранових шківів.
- Механічні випробування підтверджують міцність та придатність до навантажень від прокатних шківів крана.

Різання
- Німецький різальний верстат Mesell з ЧПУ забезпечує точні різи з Ra ≤12,5 мкм.
- Сировина для прокату кранових шківів проходить основні спектральні та механічні перевірки для забезпечення належної міцності.

Профілювання рулоном
- Термопластичність: Точне змішування газів забезпечує рівномірний нагрів прокатуваних кранових шківів та оптимальний потік металу.
- Стабільність процесу: Запобігання зворотному вибуху забезпечує безпеку та стабільну структурну цілісність.

Відпал та охолодження
- Покращити або усунути різні дефекти тканин та залишкові напруження, спричинені прокатувальними шківами крана під час прокатки.
- Запобігання деформації та розтріскуванню прокатних шківів крана.

Зварювання
- Токарні верстати з ЧПК відповідають за формування V-подібних або U-подібних фасок.
- Автоматизована зварювальна роботизована рука виконує високоточне та рівномірне заповнення зварного шва.

Поверхнева дробоструминна обробка
- Зовнішня поверхня шківа піддається дробоструминній обробці, і оксидний шар, що утворюється під час гарячого прокатки в канавці канавки, видаляється.
- Для досягнення кращих результатів під час гартування.

Загартований
- Індукційна гартівна машина виконує цілеспрямоване гартування прокатних канавок кранових шківів.
- Автоматизоване керування забезпечує стабільну глибину твердості з точністю ±0,05 мм.

Механічна обробка
- Токарні верстати з ЧПК обробляють робочу поверхню та виїмки прокатних шківів крана для досягнення проектних розмірів, допусків та вимог щодо якості поверхні.
- Для операцій розточування центральний отвір коригується для забезпечення співвісності.

живопис
- Стійкість до екстремальних погодних умов та корозії, а також до кислотної/лужної ерозії.
- Міцне покриття запобігає зношенню від сміття, забезпечуючи стійкість шківів крана у важких умовах.

Складування готової продукції
- Автоматизоване відстеження забезпечує синхронізацію даних у режимі реального часу та швидку оборотність.
- Стратегічне штабелювання максимізує місткість зберігання та безпеку продукції.
Застосування рулонних кранових шківів у промисловості

Рулонні кранові шківи для козлових кранів RMG
- Тип та кришка шківа: Ролетний шків крана із захисним кожухом.
- Обробка канавок: Загартований на середніх частотах, HRC 40–50+.
- Монтажна основа: Роздільна конструкція зі стандартними специфікаціями для легкої заміни запасних частин.
- Вирівнювання мотузки: Відхилення в'їзду/виїзду ≤2,5°.
- Діаметр колеса: Мінімальний діаметр дротяного каната 25×.

Прокатні кранові шківи для портальних кранів
- Матеріал: Гарячекатана сталь Q345B.
- Термічна обробка канавок: Канавки для каната загартовані до RC40–45, глибина загартування >2 мм, прецизійна обробка.
- Глибина канавки: Мінімальний діаметр дротяного каната 1,5×, гладка поверхня.
- Захист від пропусків: Пристрій, встановлений для запобігання перестрибуванню через дротяний канат.
- Діаметр колеса: Не менше 25× діаметр дротяного каната.
- Вирівнювання мотузки: Відхилення кута входу/виходу каната ≤2,5° від вертикальної площини осі колеса.

Рулонні кранові шківи для механічного грейферного ковша
- Застосування: Для двобалкового мостового крана з чотириканатним грейфером.
- Щільність матеріалу: Насипна щільність шламу 0,8–0,9 т/м³ (1–3 прольоти); Насипна щільність утвореного палива 1,1–1,3 т/м³ (4 прольоти).
- Обсяг захоплення: 2,5 м³ (шлам).
- Діаметр дротяного каната: 17,5 мм.









