




































































































































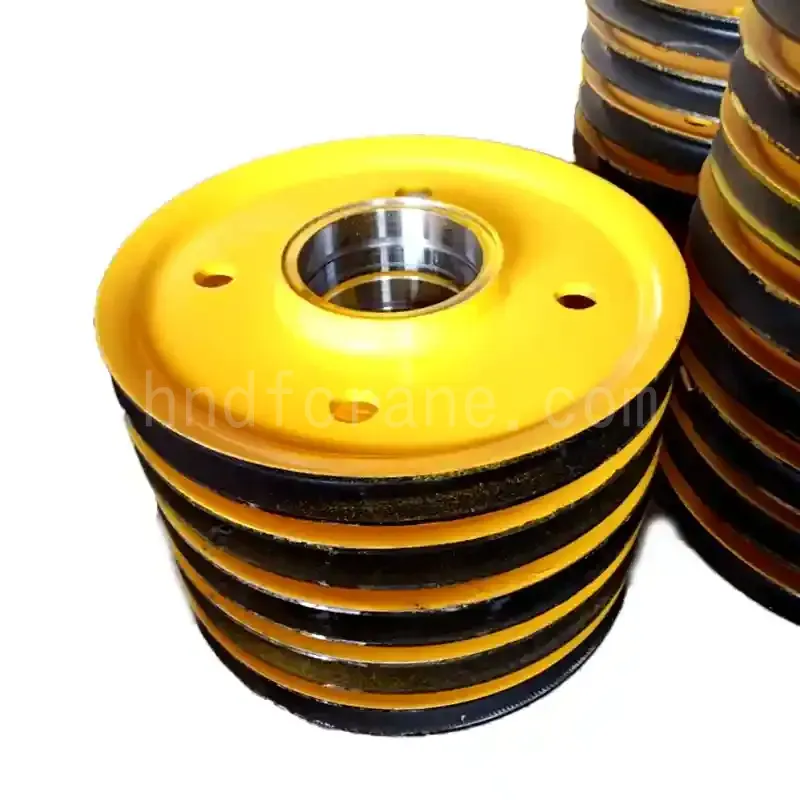


Pengenalan Produk Katrol Derek Gulung
Katrol derek gulung diproduksi menggunakan baja bermutu tinggi. Dibentuk melalui proses penggulungan panas—khususnya digulung pada mesin penggulung katrol yang menggunakan api dan pemanasan induksi—kemudian dipasangi hub yang dilas dan di-shot-blasting untuk menghasilkan blank kasar. Produk akhir diselesaikan melalui proses selanjutnya yang melibatkan pemesinan presisi dan pengecatan. Katrol ini memiliki kekuatan struktural yang tinggi, berat sendiri yang relatif rendah, dan ketahanan aus yang sangat baik. Katrol ini sangat cocok untuk digunakan di lingkungan yang menuntut seperti pabrik penggulungan panas, pabrik metalurgi, pelabuhan, dan fasilitas kimia.
Fitur-fitur Katrol Derek Gulung
Ringan namun Berkekuatan Tinggi: Dengan desain struktural yang rasional, puli ini 40% lebih ringan daripada puli cor dengan spesifikasi yang sama.
Masa Pakai yang Diperpanjang: Permukaan alur tali halus dan tahan aus; dapat diberi perlakuan panas untuk meningkatkan kekerasan, sementara pelumasan secara signifikan mengurangi gesekan, sehingga memperpanjang masa pakai puli hingga 1 sampai 2 kali.
Ketahanan Tinggi terhadap Deformasi: Pulley konvensional sering mengalami keausan selama proses pemesinan. Sebaliknya, puli derek yang digulung hanya membutuhkan pemotongan minimal—mengurangi volume pemesinan sekitar 70% dibandingkan dengan puli derek cor—sehingga menghasilkan penghematan biaya yang signifikan. Selain itu, puli derek yang digulung sangat tahan terhadap deformasi selama operasi pengelasan.
Siklus Manufaktur Pendek: Katrol derek yang dibuat dengan metode penggulungan menawarkan peningkatan efisiensi produksi 10 hingga 20 kali lipat dibandingkan dengan katrol derek yang dibuat dengan metode pengecoran.
Pembentukan Gulungan Panas Terintegrasi: Dilengkapi dengan bodi roda yang lebih tebal sehingga menawarkan ketahanan luar biasa terhadap benturan dan deformasi.
Pelek Alur yang Dibuat dengan Presisi: Memiliki permukaan yang halus dan bebas gerigi dengan kelengkungan alur yang sesuai dengan profil tali kawat baja, sehingga meminimalkan keausan tali kawat dan meningkatkan kelancaran operasional.
Perlakuan Panas Tingkat Lanjut: Mengalami proses pendinginan dan penempaan (pendinginan diikuti penempaan suhu tinggi) untuk meningkatkan kekerasan dan ketahanan aus.
Perlindungan Anti-Korosi Komprehensif: Prosesnya meliputi pengasaman dan fosfatasi, diikuti dengan pengaplikasian lapisan multi-layer (ketebalan ≥100μm) dan perawatan minyak anti karat untuk memaksimalkan masa pakai.
Komponen Modular: Dilengkapi dengan poros berkekuatan tinggi, bantalan presisi, dan segel oli bibir ganda yang dilengkapi dengan penutup debu untuk memudahkan perawatan.
Dapat disesuaikan: Dimensi, material, sistem penyegelan, dan perlakuan permukaan dapat sepenuhnya disesuaikan agar sesuai dengan kondisi pengoperasian tertentu.
Alur Proses Katrol Derek Gulung

Pengujian Material
- Analisis spektral memverifikasi konsistensi komposisi kimia dari gulungan katrol derek.
- Pengujian mekanis memastikan kekuatan dan kesesuaian untuk beban tempa puli derek gulung.

Pemotongan
- Mesin pemotong CNC Mesell buatan Jerman menghasilkan pemotongan presisi dengan Ra ≤12,5 μm.
- Bahan baku katrol derek gulung menjalani pemeriksaan spektral dan mekanis dasar untuk memastikan kekuatan yang memadai.

Pembentukan Gulungan
- Plastisitas Termal: Pencampuran gas yang presisi memastikan pemanasan seragam pada puli derek yang digulung dan aliran logam yang optimal.
- Stabilitas Proses: Pencegahan kilas balik memastikan keamanan dan integritas struktural yang konsisten.

Pemanasan dan Pendinginan
- Memperbaiki atau menghilangkan berbagai kerusakan jaringan dan tegangan sisa yang disebabkan oleh katrol derek yang tergulung selama proses penggulungan.
- Mencegah deformasi dan keretakan pada katrol derek yang digulung.

Pengelasan
- Mesin bubut CNC bertanggung jawab untuk membentuk bevel berbentuk V atau U.
- Lengan robot pengelasan otomatis melakukan pengisian las dengan presisi tinggi dan konsisten.

Penyemprotan Permukaan dengan Pasir
- Permukaan luar puli dihaluskan dengan tembakan pasir, dan lapisan oksida yang terbentuk selama proses penggulungan panas di alur tali dihilangkan.
- Untuk mencapai hasil yang lebih baik selama perlakuan pendinginan.

Dipadamkan
- Mesin pendinginan induksi melakukan pengerasan terarah pada alur tali puli derek yang digulung.
- Kontrol otomatis memastikan kedalaman kekerasan yang stabil dengan akurasi ±0,05 mm.

Pemesinan
- Mesin bubut CNC memproses permukaan kerja dan lekukan pada puli derek yang digulung untuk mencapai ukuran, toleransi, dan persyaratan penyelesaian permukaan yang dirancang.
- Untuk operasi pengeboran, lubang tengah dikoreksi untuk memastikan koaksialitas.

Lukisan
- Ketahanan terhadap cuaca ekstrem dan korosi terhadap erosi asam/basa.
- Lapisan yang kuat mencegah keausan akibat serpihan, memastikan stabilitas katrol derek gulung dalam kondisi yang berat.

Pergudangan Produk Jadi
- Pelacakan otomatis memastikan sinkronisasi data secara real-time dan perputaran yang cepat.
- Penataan tumpukan yang strategis memaksimalkan kapasitas penyimpanan dan keamanan produk.
Aplikasi Industri Katrol Derek Gulung

Katrol Derek Gulung untuk Derek Gantry RMG
- Jenis dan Penutup Katrol: Katrol derek gulung dengan penutup pelindung.
- Perlakuan Alur: Dikeraskan untuk frekuensi menengah, HRC 40–50+.
- Dudukan Dasar: Desain tipe terpisah dengan spesifikasi standar untuk memudahkan penggantian suku cadang.
- Penyelarasan Tali: Penyimpangan masuk/keluar ≤2,5°.
- Diameter Roda: Diameter tali kawat minimal 25 kali.

Katrol Derek Gulung untuk Derek Pintu Pelabuhan
- Bahan: Baja Q345B canai panas.
- Perlakuan Panas Alur: Alur tali dikeraskan hingga RC40–45, kedalaman pengerasan >2mm, dikerjakan dengan mesin presisi.
- Kedalaman Alur: Diameter minimal 1,5 kali diameter tali kawat, permukaan halus.
- Perlindungan Anti-Selip: Perangkat dipasang untuk mencegah tali kawat melompat.
- Diameter Roda: Setidaknya 25 kali diameter tali kawat.
- Penyelarasan Tali: Penyimpangan sudut masuk/keluar tali ≤2,5° dari bidang vertikal sumbu roda.

Katrol Derek Gulung untuk Ember Penjepit Mekanis
- Aplikasi: Untuk derek jembatan balok ganda dengan penjepit empat tali.
- Kepadatan Material: Kepadatan curah lumpur 0,8–0,9 t/m³ (1–3 bentang); Kepadatan curah bahan bakar yang terbentuk 1,1–1,3 t/m³ (4 bentang).
- Ambil Volume: 2,5 m³ (lumpur).
- Diameter Tali Kawat: 17,5 mm.









