




































































































































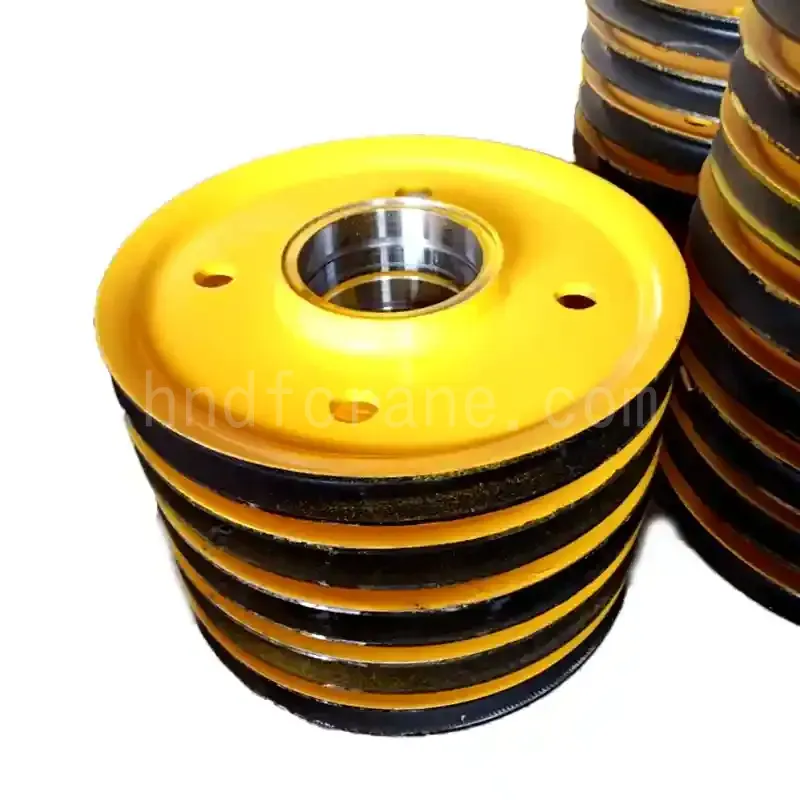


Einführung in gerollte Kranrollen
Gewalzte Kranrollen werden aus hochwertigem Stahl gefertigt. Sie werden im Warmwalzverfahren – speziell auf einem Rollenwalzwerk mit Flammen- und Induktionserwärmung – geformt, anschließend mit einer angeschweißten Nabe versehen und kugelgestrahlt, um einen Rohling zu erhalten. Die Endbearbeitung erfolgt durch Präzisionsbearbeitung und Lackierung. Diese Rollen zeichnen sich durch hohe Festigkeit, relativ geringes Eigengewicht und ausgezeichnete Verschleißfestigkeit aus. Sie eignen sich ideal für den Einsatz in anspruchsvollen Umgebungen wie Warmwalzwerken, Hüttenwerken, Häfen und Chemieanlagen.
Merkmale von gerollten Kranrollen
Leicht und dennoch hochfest: Dank eines rationalen Strukturdesigns ist sie 40% leichter als gegossene Riemenscheiben mit den gleichen Spezifikationen.
Verlängerte Lebensdauer: Die Oberfläche der Seilnut ist glatt und verschleißfest; sie kann wärmebehandelt werden, um die Härte zu erhöhen, während die Schmierung die Reibung deutlich reduziert und dadurch die Lebensdauer der Rolle um das 1- bis 2-fache verlängert.
Hohe Verformungsbeständigkeit: Konventionelle Riemenscheiben unterliegen häufig Verschleiß während der Bearbeitung. Im Gegensatz dazu erfordern gewalzte Kranscheiben nur minimales Schneiden – wodurch sich das Bearbeitungsvolumen im Vergleich zu gegossenen Kranscheiben um ca. 70 µT/T reduziert – was zu erheblichen Kosteneinsparungen führt. Darüber hinaus sind gewalzte Kranscheiben äußerst verformungsbeständig beim Schweißen.
Kurzer Fertigungszyklus: Gerollte Kranseilscheiben bieten eine 10- bis 20-fache Steigerung der Produktionseffizienz im Vergleich zu gegossenen Kranseilscheiben.
Integrale Warmwalzumformung: Verfügt über einen verdickten Radkörper, der eine außergewöhnliche Stoß- und Verformungsbeständigkeit bietet.
Präzisionsgefertigter Rillenrand: Verfügt über eine glatte, gratfreie Oberfläche mit einer Nutkrümmung, die präzise auf das Profil des Stahldrahtseils abgestimmt ist, wodurch der Verschleiß des Drahtseils minimiert und die Laufruhe verbessert wird.
Fortschrittliche Wärmebehandlung: Durchläuft ein Härte- und Anlassverfahren (Abschrecken gefolgt von Anlassen bei hoher Temperatur), um sowohl die Härte als auch die Verschleißfestigkeit zu verbessern.
Umfassender Korrosionsschutz: Das Verfahren umfasst Beizen und Phosphatieren, gefolgt vom Aufbringen einer mehrschichtigen Beschichtung (≥100μm Dicke) und einer Rostschutzölbehandlung zur Maximierung der Lebensdauer.
Modulare Komponenten: Verfügt über eine hochfeste Welle, Präzisionslager und Doppellippen-Öldichtungen mit Staubschutzkappen für eine einfache Wartung.
Anpassbar: Abmessungen, Materialien, Dichtungssysteme und Oberflächenbehandlungen können vollständig an die jeweiligen Betriebsbedingungen angepasst werden.
Prozessablauf für gewalzte Kranrollen

Materialprüfung
- Die Spektralanalyse bestätigt die Konsistenz der chemischen Zusammensetzung von Kranseilscheiben.
- Mechanische Prüfungen bestätigen die Festigkeit und Eignung für die Schmiedebelastung von gewalzten Kranscheiben.

Schneiden
- Die deutsche Mesell CNC-Schneidemaschine liefert präzise Schnitte mit einer Rauheit von Ra ≤12,5 μm.
- Die Rohmaterialien für gewalzte Kranseilscheiben werden grundlegenden spektralen und mechanischen Prüfungen unterzogen, um eine ausreichende Festigkeit zu gewährleisten.

Walzprofilieren
- Thermoplastizität: Präzise Gasmischung gewährleistet gleichmäßige Erwärmung der gewalzten Kranseilscheiben und optimalen Metallfluss.
- Prozessstabilität: Rückschlagverhinderung gewährleistet Sicherheit und gleichbleibende strukturelle Integrität.

Glühen und Abkühlen
- Verbesserung oder Beseitigung verschiedener Gewebedefekte und Restspannungen, die durch das Rollen von Kranrollen beim Walzen entstehen.
- Verformung und Rissbildung an den gerollten Kranseilscheiben verhindern.

Schweißen
- CNC-Drehmaschinen sind für die Herstellung von V-förmigen oder U-förmigen Fasen zuständig.
- Der automatisierte Schweißroboterarm führt eine hochpräzise und gleichmäßige Schweißnahtfüllung durch.

Oberflächenstrahlen
- Die Außenfläche der Riemenscheibe wird kugelgestrahlt, und die beim Warmwalzen in der Seilnut entstandene Oxidschicht wird entfernt.
- Um bessere Ergebnisse bei der Abschreckbehandlung zu erzielen.

Gelöscht
- Eine Induktionshärteanlage führt eine gezielte Härtung an den Seilnuten von gerollten Kranscheiben durch.
- Die automatisierte Steuerung gewährleistet eine stabile Härtetiefe mit einer Genauigkeit von ±0,05 mm.

Bearbeitung
- CNC-Drehmaschinen bearbeiten die Arbeitsfläche und die Aussparungen der gewalzten Kranscheiben, um die Anforderungen an Konstruktionsgröße, Toleranz und Oberflächengüte zu erfüllen.
- Bei Bohrarbeiten wird das Mittelloch korrigiert, um die Koaxialität sicherzustellen.

Malen
- Beständigkeit gegenüber extremen Witterungsbedingungen und Korrosion durch Säuren/Laugen.
- Eine robuste Beschichtung verhindert Abrieb durch Schmutz und gewährleistet so die Stabilität der gerollten Kranseilscheiben auch unter härtesten Bedingungen.

Lagerhaltung für Fertigprodukte
- Die automatisierte Nachverfolgung gewährleistet Datensynchronisierung in Echtzeit und einen schnellen Durchsatz.
- Strategisches Stapeln maximiert Lagerkapazität und Produktsicherheit.
Anwendungen von gewalzten Kranrollen

Gerollte Kranscheiben für RMG-Portalkrane
- Scheibentyp & Abdeckung: Gerollte Kranseilscheibe mit Schutzabdeckung.
- Rillenbehandlung: Mittelfrequenzgehärtet, HRC 40–50+.
- Montagebasis: Zweiteilige Bauweise mit Standardvorgaben für einfachen Ersatzteilaustausch.
- Seilausrichtung: Ein-/Austrittsabweichung ≤2,5°.
- Raddurchmesser: Mindestens 25× Drahtseildurchmesser.

Gerollte Kranrollen für Hafenportalkrane
- Material: Warmgewalzter Stahl Q345B.
- Wärmebehandlung der Nut: Seilnuten gehärtet auf RC40–45, Härtetiefe >2 mm, präzisionsbearbeitet.
- Nuttiefe: Mindestens 1,5-facher Drahtseildurchmesser, glatte Oberfläche.
- Anti-Rutsch-Schutz: Vorrichtung zur Verhinderung des Überspringens von Drahtseilen.
- Raddurchmesser: Mindestens 25× Drahtseildurchmesser.
- Seilausrichtung: Abweichung des Seileintritts-/Seilaustrittswinkels von der vertikalen Ebene der Radachse ≤2,5°.

Gerollte Kranrollen für mechanische Greifer
- Anwendung: Für Zweiträgerbrückenkrane mit Vierseilgreifer.
- Materialdichte: Schüttdichte des Schlamms 0,8–0,9 t/m³ (1–3 Spannweiten); Schüttdichte des gebildeten Brennstoffs 1,1–1,3 t/m³ (4 Spannweiten).
- Greifvolumen: 2,5 m³ (Schlamm).
- Drahtseildurchmesser: 17,5 mm.









