




































































































































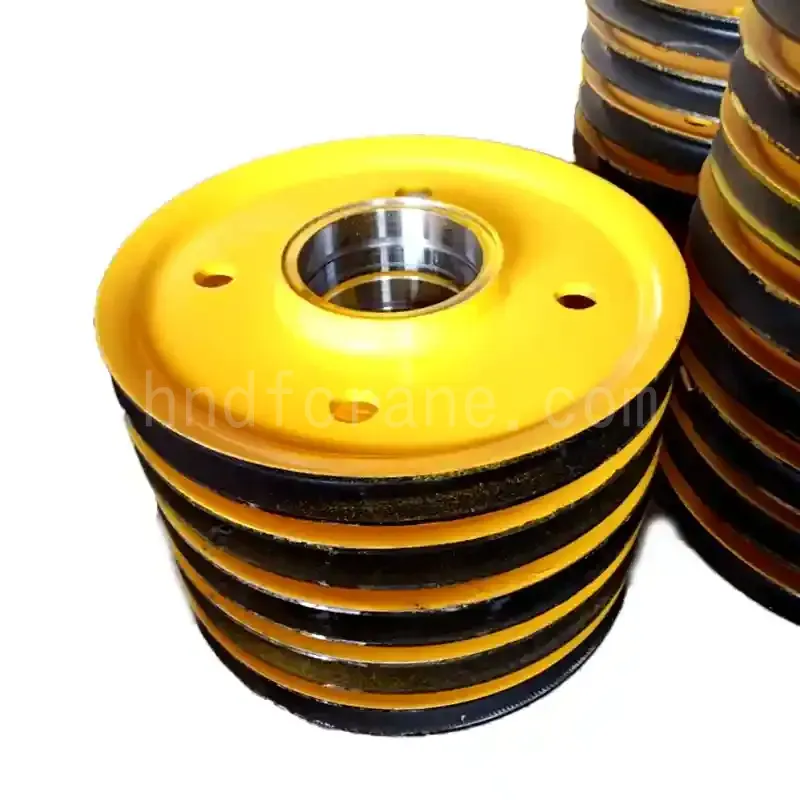


Giới thiệu sản phẩm ròng rọc trục cuốn
Ròng rọc cẩu cán được sản xuất bằng thép chất lượng cao. Được tạo hình thông qua quy trình cán nóng—cụ thể là cán trên máy cán ròng rọc sử dụng gia nhiệt bằng ngọn lửa và cảm ứng—chúng sau đó được lắp ráp với một trục hàn và được phun cát để tạo ra phôi thô. Sản phẩm cuối cùng được hoàn thiện thông qua các quy trình tiếp theo bao gồm gia công chính xác và sơn. Những ròng rọc này có độ bền kết cấu cao, trọng lượng bản thân tương đối thấp và khả năng chống mài mòn tuyệt vời. Chúng rất phù hợp để sử dụng trong các môi trường khắc nghiệt như nhà máy cán nóng, nhà máy luyện kim, cảng và các cơ sở hóa chất.
Đặc điểm của ròng rọc cần cẩu cán
Nhẹ nhưng có độ bền cao: Với thiết kế cấu trúc hợp lý, nó nhẹ hơn 40% so với các ròng rọc đúc có cùng thông số kỹ thuật.
Kéo dài tuổi thọ sử dụng: Bề mặt rãnh luồn dây trơn nhẵn và có khả năng chống mài mòn; nó có thể được xử lý nhiệt để tăng độ cứng, đồng thời việc bôi trơn giúp giảm ma sát đáng kể, nhờ đó kéo dài tuổi thọ của ròng rọc lên gấp 1 đến 2 lần.
Khả năng chống biến dạng cao: Các ròng rọc thông thường thường bị mài mòn trong quá trình gia công. Ngược lại, ròng rọc cần cẩu cán cần rất ít công đoạn cắt gọt—giảm khối lượng gia công khoảng 70% so với ròng rọc cần cẩu đúc—dẫn đến tiết kiệm chi phí đáng kể. Hơn nữa, ròng rọc cần cẩu cán có khả năng chống biến dạng cao trong quá trình hàn.
Chu kỳ sản xuất ngắn: Ròng rọc cẩu cán mang lại hiệu quả sản xuất cao hơn từ 10 đến 20 lần so với ròng rọc cẩu đúc.
Gia công định hình cán nóng nguyên khối: Sản phẩm có thân bánh xe được làm dày hơn, mang lại khả năng chống va đập và biến dạng vượt trội.
Vành có rãnh được gia công chính xác: Sản phẩm có bề mặt nhẵn, không có gờ với độ cong của rãnh được thiết kế chính xác theo hình dạng của dây cáp thép, nhờ đó giảm thiểu sự mài mòn của dây cáp và tăng cường độ trơn tru khi vận hành.
Xử lý nhiệt tiên tiến: Trải qua quá trình tôi và ram (tôi sau đó ram ở nhiệt độ cao) để tăng cường cả độ cứng và khả năng chống mài mòn.
Bảo vệ chống ăn mòn toàn diện: Quy trình bao gồm tẩy gỉ và phốt phát hóa, tiếp theo là phủ một lớp bảo vệ nhiều lớp (độ dày ≥100μm) và xử lý bằng dầu chống gỉ để tối đa hóa tuổi thọ sử dụng.
Các thành phần mô-đun: Sản phẩm có trục cường độ cao, vòng bi chính xác và phớt dầu hai lớp được trang bị nắp chắn bụi giúp dễ dàng bảo trì.
Có thể tùy chỉnh: Kích thước, vật liệu, hệ thống làm kín và xử lý bề mặt có thể được tùy chỉnh hoàn toàn để phù hợp với các điều kiện vận hành cụ thể.
Quy trình sản xuất ròng rọc cần cẩu cán

Kiểm tra vật liệu
- Phân tích quang phổ xác minh tính nhất quán về thành phần hóa học của các ròng rọc cần cẩu.
- Kiểm tra cơ học xác nhận độ bền và tính phù hợp của các ròng rọc cần cẩu cán chịu tải khi rèn.

Cắt
- Máy cắt CNC Mesell của Đức cho ra các đường cắt chính xác với độ nhám bề mặt Ra ≤12,5 μm.
- Nguyên liệu thô dùng cho ròng rọc cần cẩu cán trải qua các kiểm tra quang phổ và cơ học cơ bản để đảm bảo độ bền phù hợp.

Tạo hình bằng cán
- Tính dẻo nhiệt: Việc trộn khí chính xác đảm bảo các ròng rọc cần cẩu được cán nóng đều và dòng chảy kim loại tối ưu.
- Tính ổn định của quy trình: Ngăn ngừa hiện tượng cháy ngược đảm bảo an toàn và tính toàn vẹn cấu trúc ổn định.

Ủ và làm nguội
- Cải thiện hoặc loại bỏ các khuyết tật mô và ứng suất dư khác nhau do ròng rọc cần cẩu cán gây ra trong quá trình cán.
- Ngăn ngừa biến dạng và nứt vỡ các ròng rọc trục lăn.

hàn
- Máy tiện CNC chịu trách nhiệm tạo hình các cạnh vát hình chữ V hoặc chữ U.
- Cánh tay robot hàn tự động thực hiện việc hàn với độ chính xác cao và đảm bảo tính nhất quán.

Phun cát bề mặt
- Bề mặt ngoài của ròng rọc được phun cát, và lớp oxit hình thành trong quá trình cán nóng ở rãnh dây cáp được loại bỏ.
- Để đạt được kết quả tốt hơn trong quá trình tôi luyện.

Đã được làm nguội
- Máy tôi cảm ứng thực hiện quá trình tôi cứng có định hướng trên các rãnh dây cáp của ròng rọc cần cẩu cán.
- Hệ thống điều khiển tự động đảm bảo độ sâu đo độ cứng ổn định với độ chính xác ±0,05 mm.

Gia công cơ khí
- Máy tiện CNC gia công bề mặt làm việc và các rãnh của ròng rọc cầu trục cán để đạt được kích thước thiết kế, dung sai và yêu cầu về độ hoàn thiện bề mặt.
- Đối với các thao tác khoan, lỗ trung tâm được hiệu chỉnh để đảm bảo đồng trục.

Bức vẽ
- Khả năng chống chịu thời tiết khắc nghiệt và ăn mòn do axit/kiềm.
- Lớp phủ bền chắc ngăn ngừa mài mòn do mảnh vụn, đảm bảo độ ổn định của ròng rọc cần cẩu trong điều kiện khắc nghiệt.

Kho chứa thành phẩm
- Hệ thống theo dõi tự động đảm bảo đồng bộ dữ liệu theo thời gian thực và xử lý nhanh chóng.
- Sắp xếp hàng hóa hợp lý giúp tối đa hóa dung lượng lưu trữ và đảm bảo an toàn cho sản phẩm.
Ứng dụng công nghiệp của ròng rọc cần cẩu cán

Ròng rọc cuộn cho cần cẩu giàn RMG
- Loại và vỏ ròng rọc: Ròng rọc cần cẩu dạng cuộn có vỏ bảo vệ.
- Xử lý rãnh: Được tôi cứng bằng tần số trung bình, độ cứng HRC 40–50+.
- Đế gắn: Thiết kế dạng tách rời với thông số kỹ thuật tiêu chuẩn giúp dễ dàng thay thế phụ tùng.
- Căn chỉnh dây thừng: Độ lệch khi vào/ra ≤2,5°.
- Đường kính bánh xe: Tối thiểu 25 lần đường kính dây cáp.

Ròng rọc cán cho cần cẩu cổng cảng
- Vật liệu: Thép Q345B cán nóng.
- Xử lý nhiệt rãnh: Các rãnh dây thừng được tôi cứng đến độ cứng RC40–45, độ sâu tôi cứng >2mm, được gia công chính xác.
- Độ sâu rãnh: Đường kính tối thiểu gấp 1,5 lần đường kính dây cáp, bề mặt nhẵn.
- Bảo vệ chống bỏ qua: Thiết bị được lắp đặt để ngăn ngừa hiện tượng dây cáp bị tuột.
- Đường kính bánh xe: Ít nhất gấp 25 lần đường kính dây cáp.
- Căn chỉnh dây thừng: Góc lệch khi dây vào/ra ≤2,5° so với mặt phẳng thẳng đứng của trục bánh xe.

Ròng rọc cuộn cho gầu xúc cơ khí
- Ứng dụng: Dành cho cần cẩu cầu trục dầm đôi có gầu xúc bốn dây.
- Mật độ vật liệu: Khối lượng riêng của bùn thải: 0,8–0,9 t/m³ (1–3 nhịp); Khối lượng riêng của nhiên liệu đã hình thành: 1,1–1,3 t/m³ (4 nhịp).
- Tải xuống với số lượng lớn: 2,5 m³ (bùn thải).
- Đường kính dây cáp: 17,5 mm.









