




































































































































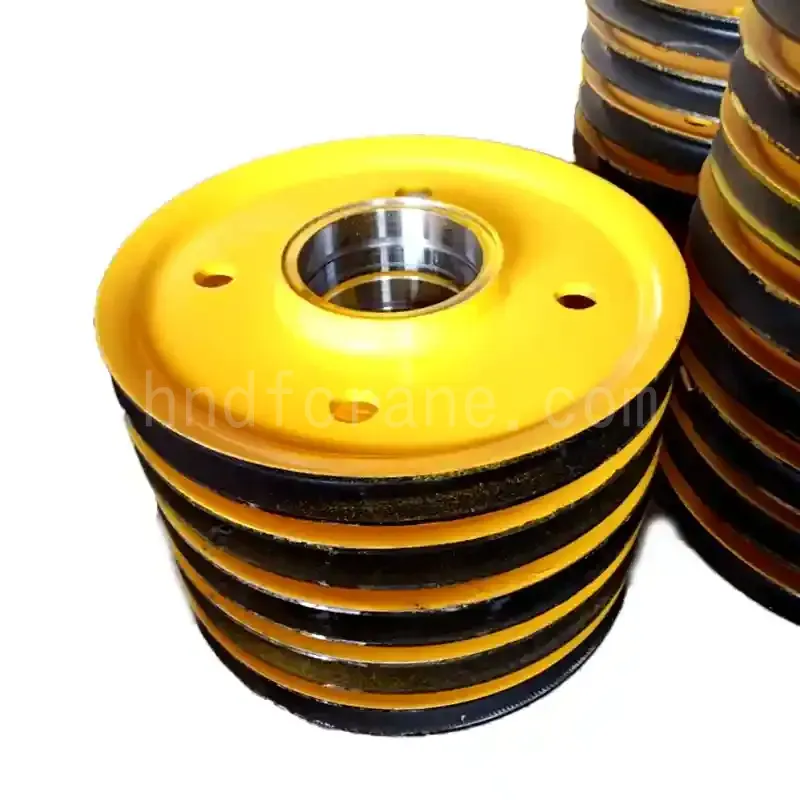


Apresentação do produto: Polias laminadas para guindastes
As polias laminadas para guindastes são fabricadas com aço de alta qualidade. Formadas por meio de um processo de laminação a quente — especificamente em um laminador de polias que utiliza aquecimento por chama e indução — elas são posteriormente equipadas com um cubo soldado e jateadas para produzir um bloco bruto. O produto final é finalizado por meio de processos subsequentes que envolvem usinagem de precisão e pintura. Essas polias apresentam alta resistência estrutural, peso próprio relativamente baixo e excelente resistência ao desgaste. São ideais para uso em ambientes exigentes, como laminadores a quente, usinas metalúrgicas, portos e instalações químicas.
Características das polias laminadas para guindaste
Leve, porém de alta resistência: Com um design estrutural racional, é 40% mais leve do que as polias fundidas com as mesmas especificações.
Vida útil prolongada: A superfície da ranhura da corda é lisa e resistente ao desgaste; pode ser tratada termicamente para aumentar a dureza, enquanto a lubrificação reduz significativamente o atrito, prolongando assim a vida útil da polia de 1 a 2 vezes.
Alta resistência à deformação: As polias convencionais frequentemente sofrem desgaste durante o processo de usinagem. Em contrapartida, as polias laminadas para guindastes requerem um corte mínimo — reduzindo o volume de usinagem em aproximadamente 70% em comparação com as polias fundidas — resultando em uma significativa economia de custos. Além disso, as polias laminadas para guindastes são altamente resistentes à deformação durante as operações de soldagem.
Ciclo de fabricação curto: As polias laminadas para guindastes oferecem um aumento de 10 a 20 vezes na eficiência de produção em comparação com as polias fundidas para guindastes.
Conformação integral por laminação a quente: Apresenta um corpo de roda reforçado que oferece excepcional resistência a impactos e deformações.
Borda com ranhuras usinadas com precisão: Apresenta uma superfície lisa e sem rebarbas, com uma curvatura da ranhura precisamente ajustada ao perfil do cabo de aço, minimizando assim o desgaste do cabo e melhorando a suavidade operacional.
Tratamento térmico avançado: Passa por têmpera e revenido (têmpera seguida de revenido em alta temperatura) para aumentar tanto a dureza quanto a resistência ao desgaste.
Proteção anticorrosiva completa: O processo envolve decapagem e fosfatização, seguidas da aplicação de um revestimento multicamadas (≥100μm de espessura) e tratamento com óleo anticorrosivo para maximizar a vida útil.
Componentes modulares: Possui um eixo de alta resistência, rolamentos de precisão e retentores de óleo de lábio duplo equipados com tampas de proteção contra poeira para facilitar a manutenção.
Personalizável: As dimensões, os materiais, os sistemas de vedação e os tratamentos de superfície podem ser totalmente personalizados para atender às condições operacionais específicas.
Fluxograma do processo de polias laminadas para guindastes

Testes de Materiais
- A análise espectral verifica a consistência da composição química dos rolos das polias do guindaste.
- Os testes mecânicos confirmam a resistência e a adequação das polias laminadas para guindastes, suportando cargas de forjamento.

Corte
- A máquina de corte CNC alemã Mesell proporciona cortes precisos com Ra ≤ 12,5 μm.
- As matérias-primas laminadas para polias de guindaste passam por verificações espectrais e mecânicas básicas para garantir resistência adequada.

Conformação por rolos
- Plasticidade térmica: A mistura precisa de gases garante o aquecimento uniforme e o fluxo ideal do metal nas polias laminadas da ponte rolante.
- Estabilidade do processo: A prevenção do retrocesso de chama garante segurança e integridade estrutural consistente.

Recozimento e Resfriamento
- Melhorar ou eliminar diversos defeitos nos tecidos e tensões residuais causadas pelo rolamento das polias da ponte rolante durante o processo de laminação.
- Evitar a deformação e o rachamento das polias laminadas da ponte rolante.

Soldagem
- As máquinas de torneamento CNC são responsáveis pela formação de chanfros em forma de V ou de U.
- O braço robótico de soldagem automatizado realiza o preenchimento de solda de alta precisão e consistência.

Jateamento superficial
- A superfície externa da polia é jateada com granalha de aço, e a camada de óxido gerada durante a laminação a quente na ranhura da corda é removida.
- Para obter melhores resultados durante o tratamento de têmpera.

Resfriado
- A máquina de têmpera por indução realiza o endurecimento direcionado em ranhuras de cabos de polias de guindaste laminadas.
- O controle automatizado garante uma profundidade de dureza estável com precisão de ±0,05 mm.

Usinagem
- Os tornos CNC processam a superfície de trabalho e os entalhes das polias laminadas da ponte rolante para atingir as dimensões, tolerâncias e requisitos de acabamento superficial do projeto.
- Para operações de furação, o furo central é corrigido para garantir a coaxialidade.

Pintura
- Resistência extrema às condições climáticas e à corrosão por ácidos/álcalis.
- O revestimento resistente evita o desgaste por detritos, garantindo a estabilidade das polias rolantes da grua em condições adversas.

Armazenagem de Produtos Acabados
- O rastreamento automatizado garante a sincronização de dados em tempo real e uma rápida rotatividade.
- O empilhamento estratégico maximiza a capacidade de armazenamento e a segurança do produto.
Polias laminadas para guindastes - Aplicações industriais

Polias laminadas para pontes rolantes RMG
- Tipo e cobertura da polia: Polia de guindaste enrolada com cobertura protetora.
- Tratamento de ranhura: Endurecido por média frequência, HRC 40–50+.
- Base de montagem: Design bipartido com especificações padrão para facilitar a troca de peças de reposição.
- Alinhamento da corda: Desvio de entrada/saída ≤2,5°.
- Diâmetro da roda: Diâmetro mínimo do cabo de aço: 25×.

Polias laminadas para guindastes de pórtico portuário
- Material: Aço Q345B laminado a quente.
- Tratamento térmico de ranhuras: Sulcos para cordas endurecidos a RC40–45, profundidade de endurecimento >2mm, usinados com precisão.
- Profundidade do sulco: Diâmetro mínimo de 1,5 vezes o do cabo de aço, superfície lisa.
- Proteção Anti-Salto: Dispositivo instalado para evitar que o cabo de aço se desloque.
- Diâmetro da roda: Pelo menos 25 vezes o diâmetro do cabo de aço.
- Alinhamento da corda: Desvio do ângulo de entrada/saída da corda ≤2,5° em relação ao plano vertical do eixo da roda.

Polias laminadas para caçambas com garras mecânicas
- Aplicativo: Para ponte rolante de viga dupla com garra de quatro cabos.
- Densidade do material: Densidade aparente da lama: 0,8–0,9 t/m³ (1–3 intervalos); Densidade aparente do combustível formado: 1,1–1,3 t/m³ (4 intervalos).
- Volume de captura: 2,5 m³ (lodo).
- Diâmetro do cabo de aço: 17,5 mm.









