




































































































































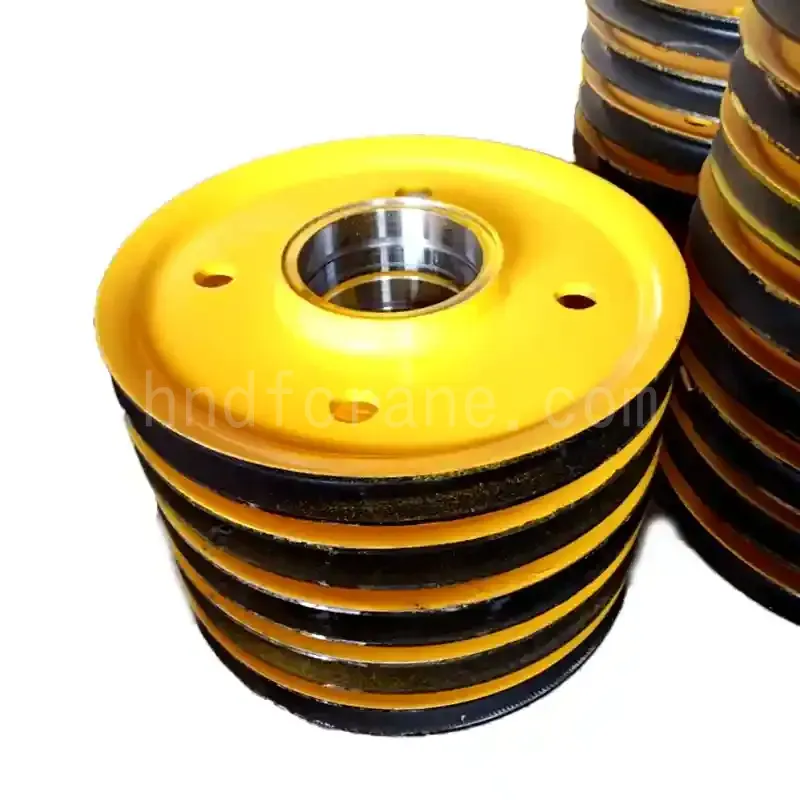


Úvod do produktu Válcované jeřábové kladky
Válcované jeřábové kladky se vyrábějí z vysoce kvalitní oceli. Jsou tvarovány procesem válcování za tepla – konkrétně válcováním na válcovací stolici s využitím plamene a indukčního ohřevu – a následně jsou opatřeny svařovaným nábojem a otryskány, čímž se vytvoří hrubý polotovar. Konečný výrobek je dokončen následnými procesy zahrnujícími přesné obrábění a lakování. Tyto kladky se vyznačují vysokou konstrukční pevností, relativně nízkou vlastní hmotností a vynikající odolností proti opotřebení. Jsou ideální pro použití v náročných prostředích, jako jsou válcovny za tepla, hutní závody, přístavy a chemická zařízení.
Vlastnosti válcovaných jeřábových kladek
Lehký a přitom vysoce pevný: Díky racionálnímu konstrukčnímu řešení je kladka 40% lehčí než lité kladky se stejnými specifikacemi.
Prodloužená životnost: Povrch drážky lana je hladký a odolný proti opotřebení; lze jej tepelně zpracovat pro zvýšení tvrdosti, zatímco mazání výrazně snižuje tření, čímž se životnost kladky prodlužuje 1 až 2krát.
Vysoká odolnost proti deformaci: Konvenční kladky se během obrábění často opotřebovávají. Naproti tomu válcované jeřábové kladky vyžadují minimální řezání – objem obrábění se ve srovnání s odlitými jeřábovými kladkami snižuje přibližně o 701 palců/1 tun, což vede k významným úsporám nákladů. Válcované jeřábové kladky jsou navíc vysoce odolné vůči deformaci během svařovacích operací.
Krátký výrobní cyklus: Válcované jeřábové kladky nabízejí 10 až 20násobné zvýšení efektivity výroby ve srovnání s licími jeřábovými kladkami.
Integrální válcování za tepla: Vyznačuje se zesíleným tělem kola, které nabízí výjimečnou odolnost vůči nárazu a deformaci.
Přesně obráběný drážkovaný ráfek: Pyšní se hladkým povrchem bez otřepů se zakřivením drážky přesně odpovídajícím profilu ocelového lana, čímž se minimalizuje opotřebení lana a zvyšuje se plynulost provozu.
Pokročilé tepelné zpracování: Podléhá kalení a popouštění (kalení následované popouštěním za vysoké teploty) pro zvýšení tvrdosti a odolnosti proti opotřebení.
Komplexní protikorozní ochrana: Zahrnuje moření a fosfátování, po nichž následuje nanesení vícevrstvého povlaku (tloušťka ≥100 μm) a ošetření antikorozním olejem pro maximalizaci životnosti.
Modulární komponenty: Vybaveno vysoce pevnou hřídelí, přesnými ložisky a dvojitými břitovými těsněními oleje vybavenými protiprachovými kryty pro snadnou údržbu.
Přizpůsobitelné: Rozměry, materiály, těsnicí systémy a povrchové úpravy lze plně přizpůsobit specifickým provozním podmínkám.
Procesní tok válcovaných jeřábových kladek

Testování materiálů
- Spektrální analýza ověřuje konzistenci chemického složení válcovaných jeřábových kladek.
- Mechanické zkoušky potvrzují pevnost a vhodnost pro zatížení výkovků válcovaných jeřábových kladek.

Řezání
- Německý CNC řezací stroj Mesell poskytuje přesné řezy s Ra ≤12,5 μm.
- Válcované suroviny pro jeřábové kladky procházejí základními spektrálními a mechanickými kontrolami, aby byla zajištěna dostatečná pevnost.

Válcování
- Tepelná plasticita: Přesné míchání plynů zajišťuje rovnoměrné zahřívání válcovaných jeřábových kladek a optimální tok kovu.
- Stabilita procesu: Prevence zpětného vzplanutí zajišťuje bezpečnost a konzistentní strukturální integritu.

Žíhání a chlazení
- Zlepšit nebo odstranit různé defekty tkáně a zbytková napětí způsobená válcovanými jeřábovými kladkami během válcování.
- Zabraňte deformaci a praskání válcovaných jeřábových kladek.

Svařování
- CNC soustružnické obráběcí stroje jsou zodpovědné za tváření zkosení ve tvaru V nebo U.
- Automatizované svařovací robotické rameno provádí vysoce přesné a konzistentní vyplňování svarů.

Tryskání povrchu
- Vnější povrch kladky je otryskán a je odstraněna oxidová vrstva vzniklá během válcování za tepla v drážce lana.
- Aby se dosáhlo lepších výsledků během kalení.

Uhašeno
- Indukční kalící stroj provádí cílené kalení válcovaných drážek lan jeřábových kladek.
- Automatické řízení zajišťuje stabilní hloubku tvrdosti s přesností ±0,05 mm.

Obrábění
- CNC soustruhy obrábějí pracovní plochu a zářezy válcovaných jeřábových kladek tak, aby bylo dosaženo konstrukčních rozměrů, tolerancí a požadavků na povrchovou úpravu.
- U vyvrtávacích operací se středový otvor koriguje, aby byla zajištěna souosost.

Malování
- Odolnost proti extrémním povětrnostním vlivům a korozi způsobené erozí kyselinami/alkalickými látkami.
- Odolný povlak zabraňuje opotřebení od nečistot a zajišťuje stabilitu válcovaných jeřábových kladek v náročných podmínkách.

Skladování hotových výrobků
- Automatické sledování zajišťuje synchronizaci dat v reálném čase a rychlý obrat.
- Strategické stohování maximalizuje skladovací kapacitu a bezpečnost produktů.
Průmyslové aplikace válcovaných jeřábových kladek

Válcované jeřábové kladky pro portálové jeřáby RMG
- Typ a kryt kladky: Válcovaná jeřábová kladka s ochranným krytem.
- Ošetření drážky: Středně frekvenčně kalené, HRC 40–50+.
- Montážní základna: Dělená konstrukce se standardními specifikacemi pro snadnou výměnu náhradních dílů.
- Zarovnání lana: Odchylka nájezdu/výjezdu ≤2,5°.
- Průměr kola: Minimální průměr ocelového lana 25×.

Válcované jeřábové kladky pro přístavní portálové jeřáby
- Materiál: Za tepla válcovaná ocel Q345B.
- Tepelné zpracování drážky: Drážky pro lana kalené na RC40–45, hloubka kalení >2 mm, přesně obrobené.
- Hloubka drážky: Minimální průměr ocelového lana 1,5×, hladký povrch.
- Ochrana proti přeskoku: Zařízení nainstalované k zabránění přeskakování ocelového lana.
- Průměr kola: Alespoň 25× průměr ocelového lana.
- Zarovnání lana: Odchylka úhlu nájezdu/výjezdu lana ≤2,5° od svislé roviny osy kola.

Válcované jeřábové kladky pro mechanické drapáky
- Aplikace: Pro dvounosníkový mostový jeřáb se čtyřlanovým drapákem.
- Hustota materiálu: Objemová hustota kalu 0,8–0,9 t/m³ (1–3 rozpětí); Objemová hustota vytvořeného paliva 1,1–1,3 t/m³ (4 rozpětí).
- Objem uchopení: 2,5 m³ (kal).
- Průměr ocelového lana: 17,5 mm.









