




































































































































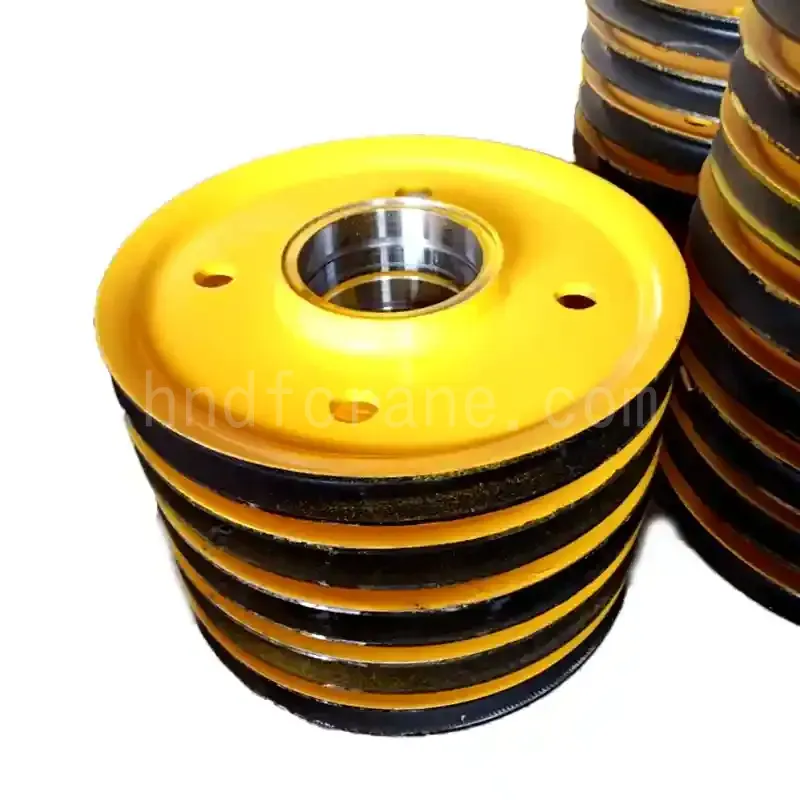


Wprowadzenie do produktu: krążki dźwigowe walcowane
Walcowane krążki linowe dźwigowe są produkowane z wysokiej jakości stali. Formowane w procesie walcowania na gorąco – specjalnie walcowane na walcarce krążków linowych z wykorzystaniem płomienia i nagrzewania indukcyjnego – są następnie wyposażane w spawaną piastę i śrutowane w celu uzyskania surowego produktu. Produkt końcowy jest wykańczany w kolejnych procesach, obejmujących precyzyjną obróbkę skrawaniem i malowanie. Krążki te charakteryzują się wysoką wytrzymałością konstrukcyjną, stosunkowo niską masą własną i doskonałą odpornością na zużycie. Idealnie nadają się do stosowania w wymagających warunkach, takich jak walcownie na gorąco, zakłady metalurgiczne, porty i zakłady chemiczne.
Cechy krążków dźwigowych walcowanych
Lekkie, a jednocześnie bardzo wytrzymałe: Dzięki przemyślanej konstrukcji koło 40% jest lżejsze od odlewanych kół o tych samych parametrach.
Wydłużona żywotność: Powierzchnia rowka liny jest gładka i odporna na zużycie. Można ją poddać obróbce cieplnej w celu zwiększenia twardości, natomiast smarowanie znacznie zmniejsza tarcie, wydłużając tym samym żywotność koła pasowego od 1 do 2 razy.
Wysoka odporność na odkształcenia: Konwencjonalne koła pasowe często ulegają zużyciu podczas obróbki. Natomiast walcowane krążki linowe dźwigowe wymagają minimalnego cięcia – co zmniejsza objętość obróbki o około 70% w porównaniu z odlewanymi krążkami linowymi dźwigowymi – co przekłada się na znaczne oszczędności kosztów. Ponadto walcowane krążki linowe dźwigowe charakteryzują się wysoką odpornością na odkształcenia podczas spawania.
Krótki cykl produkcyjny: Walcowane krążki dźwigowe zapewniają od 10 do 20 razy większą wydajność produkcji w porównaniu z krążkami dźwigowymi odlewanymi.
Integralne formowanie na gorąco: Posiada pogrubiony korpus koła, który zapewnia wyjątkową odporność na uderzenia i odkształcenia.
Precyzyjnie obrobiony rowek na krawędzi: Posiada gładką powierzchnię bez zadziorów, a krzywizna rowka jest dokładnie dopasowana do profilu liny stalowej, co minimalizuje zużycie liny i poprawia płynność pracy.
Zaawansowana obróbka cieplna: Poddawany jest hartowaniu i odpuszczaniu (hartowanie i późniejsze odpuszczanie w wysokiej temperaturze) w celu zwiększenia twardości i odporności na zużycie.
Kompleksowa ochrona antykorozyjna: Proces ten obejmuje trawienie i fosforanowanie, a następnie nakładanie wielowarstwowej powłoki (grubości ≥100 μm) i obróbkę olejem antykorozyjnym w celu wydłużenia okresu eksploatacji.
Komponenty modułowe: Posiada bardzo wytrzymały wał, precyzyjne łożyska i dwuwargowe uszczelki olejowe wyposażone w osłony przeciwpyłowe ułatwiające konserwację.
Możliwość dostosowania: Wymiary, materiały, systemy uszczelnień i obróbki powierzchni można w pełni dostosować do konkretnych warunków pracy.
Przebieg procesu walcowania krążków dźwigowych

Badania materiałów
- Analiza widmowa pozwala na sprawdzenie spójności składu chemicznego krążków dźwigowych.
- Badania mechaniczne potwierdzają wytrzymałość i przydatność do kucia walcowanych krążków dźwigowych.

Cięcie
- Niemiecka maszyna tnąca CNC firmy Mesell umożliwia precyzyjne cięcie ze współczynnikiem Ra ≤12,5 μm.
- Surowce do produkcji krążków dźwigowych poddawane są podstawowym kontrolom widmowym i mechanicznym w celu zapewnienia odpowiedniej wytrzymałości.

Formowanie walcowe
- Plastyczność termiczna: Precyzyjne mieszanie gazów zapewnia równomierne nagrzewanie walcowanych krążków suwnicy i optymalny przepływ metalu.
- Stabilność procesu: Zapobieganie cofaniu się płomienia zapewnia bezpieczeństwo i stałą integralność strukturalną.

Wyżarzanie i chłodzenie
- Poprawa lub usunięcie różnych uszkodzeń tkanek i naprężeń szczątkowych powstających podczas walcowania krążków dźwigowych.
- Zapobiegają odkształceniom i pęknięciom krążków linowych dźwigu.

Spawalniczy
- Obrabiarki tokarskie CNC odpowiadają za formowanie faz w kształcie litery V lub U.
- Zautomatyzowane ramię robota spawalniczego zapewnia wysoką precyzję i powtarzalność wypełnienia spoiny.

Śrutowanie powierzchniowe
- Zewnętrzna powierzchnia koła pasowego jest śrutowana, a warstwa tlenku powstająca podczas walcowania na gorąco w rowku liny jest usuwana.
- W celu uzyskania lepszych efektów podczas obróbki wygaszającej.

Ugaszone
- Maszyna do hartowania indukcyjnego wykonuje ukierunkowane hartowanie walcowanych rowków linowych krążków dźwigowych.
- Zautomatyzowane sterowanie gwarantuje stabilną głębokość twardości z dokładnością ±0,05 mm.

Obróbka skrawaniem
- Tokarki CNC obrabiają powierzchnię roboczą i wycięcia walcowanych krążków linowych dźwigu w celu uzyskania wymaganych wymiarów, tolerancji i wykończenia powierzchni.
- W przypadku operacji rozwiercania, otwór środkowy jest korygowany w celu zapewnienia współosiowości.

Obraz
- Odporność na ekstremalne warunki atmosferyczne i korozję spowodowaną działaniem kwasów/zasad.
- Wytrzymała powłoka zapobiega zużyciu pod wpływem zanieczyszczeń, gwarantując stabilność zwijanych krążków dźwigowych w trudnych warunkach.

Magazynowanie wyrobów gotowych
- Automatyczne śledzenie zapewnia synchronizację danych w czasie rzeczywistym i szybką rotację.
- Strategiczne układanie w stosy maksymalizuje pojemność magazynową i bezpieczeństwo produktu.
Zastosowania przemysłowe krążków linowych dźwigowych walcowanych

Walcowane krążki suwnicowe do suwnic bramowych RMG
- Typ i osłona krążka: Krążek dźwigowy walcowany z osłoną ochronną.
- Obróbka rowków: Hartowane średnioczęstotliwościowo, HRC 40–50+.
- Podstawa montażowa: Konstrukcja typu dzielonego ze standardowymi specyfikacjami umożliwiającymi łatwą wymianę części zamiennych.
- Wyrównanie lin: Odchylenie wejścia/wyjścia ≤2,5°.
- Średnica koła: Minimalna średnica liny stalowej 25×.

Walcowane krążki suwnicowe do suwnic portowych
- Tworzywo: Stal Q345B walcowana na gorąco.
- Obróbka cieplna rowków: Rowki linowe hartowane do RC40–45, głębokość hartowania >2 mm, precyzyjnie obrabiane.
- Głębokość rowka: Minimalna średnica liny stalowej 1,5×, gładka powierzchnia.
- Zabezpieczenie antypoślizgowe: Urządzenie zainstalowane w celu uniemożliwienia skakania po linie.
- Średnica koła: Średnica liny co najmniej 25×.
- Wyrównanie lin: Odchylenie kąta wejścia/wyjścia liny ≤2,5° od pionowej płaszczyzny osi koła.

Walcowane krążki dźwigowe do chwytaków mechanicznych
- Aplikacja: Do suwnicy pomostowej dwudźwigarowej z chwytakiem czterolinowym.
- Gęstość materiału: Gęstość objętościowa osadu 0,8–0,9 t/m³ (1–3 przęsła); Gęstość objętościowa paliwa formowanego 1,1–1,3 t/m³ (4 przęsła).
- Objętość pobierania: 2,5 m³ (osad).
- Średnica liny stalowej: 17,5 mm.









