



































































































































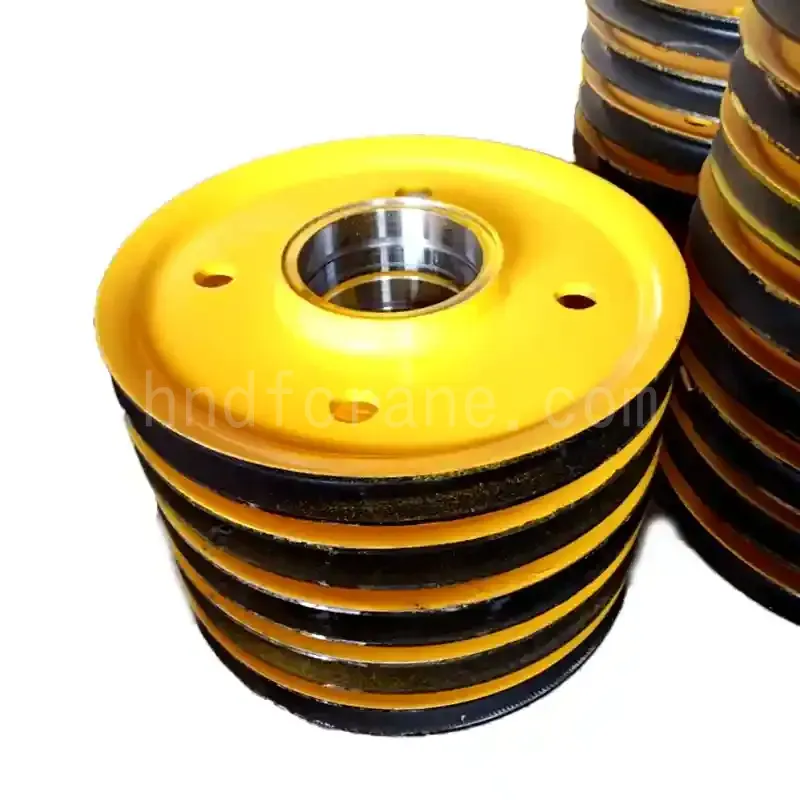


Rolled Crane Sheaves Product Introduction
Rolled crane sheaves are manufactured using high-grade steel. Formed through a hot-rolling process—specifically rolled on a sheave rolling mill utilizing flame and induction heating—they are subsequently fitted with a welded hub and shot-blasted to produce a rough blank. The final product is completed through subsequent processes involving precision machining and painting. These sheaves feature high structural strength, relatively low self-weight, and excellent wear resistance. They are ideally suited for use in demanding environments such as hot-rolling mills, metallurgical plants, ports, and chemical facilities.
Rolled Crane Sheaves Features
Lightweight yet High-Strength: Featuring a rational structural design, it is 40% lighter than cast pulleys of the same specifications.
Extended Service Life: The rope groove surface is smooth and wear-resistant; it can be heat-treated to enhance hardness, while lubrication significantly reduces friction, thereby extending the pulley’s service life by 1 to 2 times.
High Resistance to Deformation: Conventional pulleys often experience wear during the machining process. In contrast, rolled crane sheaves require minimal cutting—reducing machining volume by approximately 70% compared to casting crane sheaves—resulting in significant cost savings. Furthermore, rolled crane sheaves are highly resistant to deformation during welding operations.
Short Manufacturing Cycle: Rolled crane sheaves offer a 10 to 20-fold increase in production efficiency compared to casting crane sheaves.
Integral Hot-Rolled Forming: Features a thickened wheel body that offers exceptional resistance to impact and deformation.
Precision-Machined Groove Rim: Boasts a smooth, burr-free surface with a groove curvature precisely matched to the profile of the steel wire rope, thereby minimizing wire rope wear and enhancing operational smoothness.
Advanced Heat Treatment: Undergoes quenching and tempering (quenching followed by high-temperature tempering) to enhance both hardness and wear resistance.
Comprehensive Anti-Corrosion Protection: Involves pickling and phosphating, followed by the application of a multi-layer coating (≥100μm thickness) and anti-rust oil treatment to maximize service life.
Modular Components: Features a high-strength shaft, precision bearings, and double-lip oil seals equipped with dust covers to facilitate easy maintenance.
Настраиваемый: Dimensions, materials, sealing systems, and surface treatments can be fully customized to suit specific operating conditions.
Rolled Crane Sheaves Process Flow

Material Testing
- Spectral analysis verifies chemical composition consistency rolled of crane sheaves.
- Mechanical testing confirms strength and suitability for rolled crane sheaves forging loads.

Cutting
- Немецкий станок с ЧПУ Mesell обеспечивает точную резку с шероховатостью Ra ≤12,5 мкм.
- Rolled crane sheaves raw materials undergo basic spectral and mechanical checks to ensure adequate strength.

Roll Forming
- Thermal Plasticity: Precise gas mixing ensures rolled crane sheaves uniform heating and optimal metal flow.
- Process Stability: Flashback prevention ensures safety and consistent structural integrity.

Annealing and Cooling
- Improve or eliminate various tissue defects and residual stresses caused by rolled crane sheaves during rolling.
- Prevent deformation and cracking of the rolled crane sheaves.

Сварка
- CNC turning machine tools are responsible for the forming of V-shaped or U-shaped bevels.
- The automated welding robotic arm performs high-precision and consistent weld filling.

Surface Shot Blasting
- The outer surface of the pulley is shot blasting, and the oxide layer generated during hot rolling in the rope groove is removed.
- In order to achieve better results during quenching treatment.

Quenched
- Induction quenching machine performs targeted hardening on rolled crane sheaves rope grooves.
- Автоматизированное управление обеспечивает стабильную глубину закалки с точностью ±0,05 мм.

Machining
- CNC lathes process the working surface and notches of the rolled crane sheaves to achieve the design size, tolerance and surface finish requirements.
- For boring operations, the center hole is corrected to ensure coaxiality.

Рисование
- Extreme weather and corrosion resistance against acid/alkali erosion.
- Tough coating prevents debris wear, ensuring rolled crane sheaves stability in harsh conditions.

Finished Product Warehousing
- Automated tracking ensures real-time data sync and rapid turnover.
- Strategic stacking maximizes storage capacity and product safety.
Rolled Crane Sheaves Industry Applications

Rolled Crane Sheaves for RMG Gantry Cranes
- Sheave Type & Cover: Rolled crane sheave with protective cover.
- Groove Treatment: Medium-frequency hardened, HRC 40–50+.
- Mounting Base: Split-type design with standard specifications for easy spare part interchange.
- Rope Alignment: Entry/exit deviation ≤2.5°.
- Wheel Diameter: Minimum 25× wire rope diameter.

Вальцовые крановые блоки для портовых кранов
- Material: Hot-rolled Q345B steel.
- Groove Heat Treatment: Rope grooves hardened to RC40–45, hardening depth >2mm, precision machined.
- Groove Depth: Minimum 1.5× wire rope diameter, smooth surface.
- Anti-Skip Protection: Device installed to prevent wire rope jumping.
- Wheel Diameter: At least 25× wire rope diameter.
- Rope Alignment: Rope entry/exit angle deviation ≤2.5° from wheel axis vertical plane.

Rolled Crane Sheaves for Mechanical Grabs Bucket
- Приложение: For double girder bridge crane with four-rope grab.
- Material Density: Sludge bulk density 0.8–0.9 t/m³ (1–3 spans); Formed fuel bulk density 1.1–1.3 t/m³ (4 spans).
- Grab Volume: 2.5 m³ (sludge).
- Wire Rope Diameter: 17.5 mm.









